Aunque el método phased array tiene muchas ventajas sobre otros métodos END para la inspección de soldaduras, sigue teniendo restricciones similares a las de los ensayos por ultrasonidos convencionales cuando se trata de materiales anisótropos. Materiales como el acero inoxidable pueden causar problemas a los métodos ultrasónicos, ya que la estructura del grano no es homogénea y también puede ser bastante gruesa. Estas características pueden afectar a la atenuación y causar problemas como la dispersión y la desviación del haz.
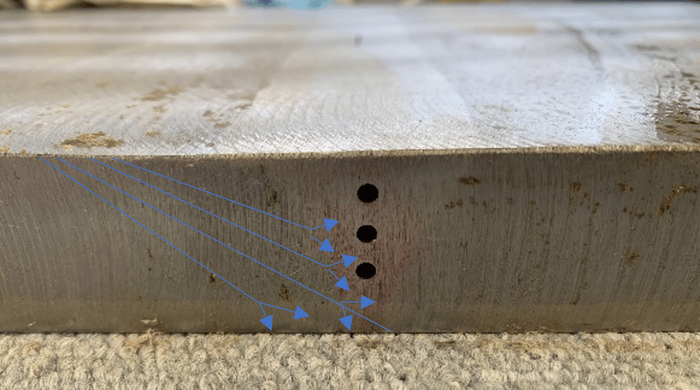
Figura 1: Haz de sonido disperso
La desviación del haz y la dispersión son más evidentes cuando se utiliza una sonda en modo de onda de cizalladura, que es el modo de onda más común para comprobar soldaduras de acero al carbono. Aunque pueden considerarse ondas de cizalladura de menor frecuencia, lo más probable es que la técnica phased array para soldaduras de acero inoxidable implique el uso de ondas de compresión angulares. Las ondas de compresión tienen una propagación de onda más favorable y, con el doble de longitud de onda, se ven menos afectadas por la estructura de grano grueso de las soldaduras.
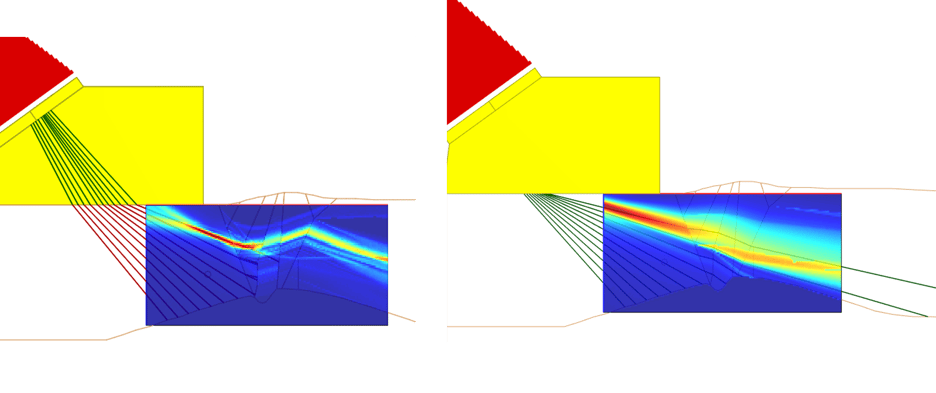
Figura 2: Comparación de la onda de cizalladura (izquierda) y la de compresión angular (derecha)
Por desgracia, la historia no acaba aquí. La compresión angular muestra una mejora significativa para la propagación del sonido, pero tiene una limitación crítica. Con un haz de ondas de corte, el sonido puede saltar desde la superficie interna de una tubería y rebotar hacia la soldadura para ser interrogado. Esta configuración de salto es la que se utiliza normalmente para obtener una cobertura del 100% de la soldadura.
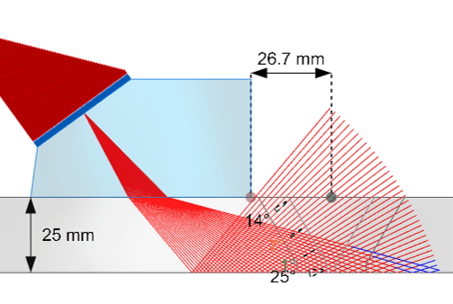 Figura 3: Configuración Phased Array de ondas de cizalladura; sonido de salto desde la superficie interna que cubre todo el volumen de la soldadura
Figura 3: Configuración Phased Array de ondas de cizalladura; sonido de salto desde la superficie interna que cubre todo el volumen de la soldadura
Con las ondas de compresión angulares, no podemos omitir el sonido de la superficie, ya que cuando el haz interactúa con un límite se produce una conversión de modo y señales no deseadas. Por lo tanto, al escanear con compresión angular, toda la inspección debe completarse en la primera pasada y la soldadura se inspecciona directamente.
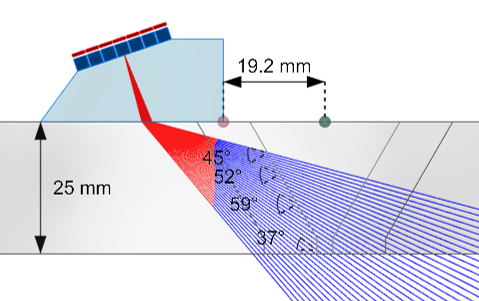
Figura 4: Configuración de compresión angular en la primera pasada (sin salto)
Como se observa en la figura 4, la sonda en la primera pasada de inspección debe estar mucho más cerca de la soldadura y esto provoca una posible zona muerta en la superficie. Sin embargo, no todo está perdido; esta zona muerta puede cubrirse escaneando en ambas superficies, lo que a menudo es posible en grandes estructuras como tanques, o introduciendo una configuración de onda de fluencia en el escaneo, que es muy sensible a los defectos superficiales y puede cubrir la zona muerta superior.
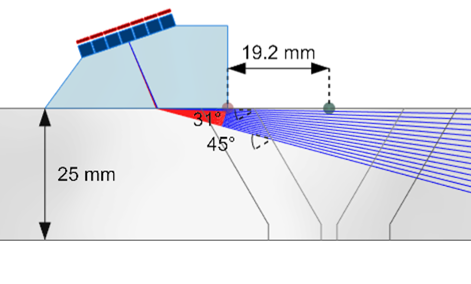
Figura 5: Configuración de onda de fluencia
Para lograr todo lo anterior, la industria ofrece ahora un conjunto único de sondas phased array diseñadas específicamente para la inspección de acero inoxidable. Estas sondas, denominadas normalmente Dual Matrix Array (DMA), utilizan dos filas de elementos en una cuña específica, una de las cuales envía el sonido y la otra lo recibe. Las filas de elementos de estas sondas no son lineales, sino que están divididas en dos orientaciones. Este diseño no sólo permite aumentar la relación señal/ruido (SNR) a través del material de soldadura, sino que también ofrece la posibilidad de centrarse en numerosas orientaciones.
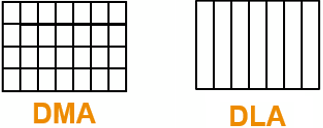
Figura 6: Disposición de los elementos phased array para un array de matriz doble (izquierda) y un array lineal estándar (derecha)
La siguiente parte es una interesante con algunos ejemplos de los datos obtenidos de las sondas DMA a través de soldaduras de metales disímiles. Para poder determinar la detectabilidad y la cobertura, es importante fabricar bloques de calibración y referencia hechos exactamente del mismo material que las soldaduras de campo. A continuación, estos bloques de referencia se cortan en cupones y se les añaden reflectores de calibración, como taladros laterales y muescas superficiales. Estos cupones se utilizan para determinar la configuración de la técnica, pero también se utilizan en el proyecto para las comprobaciones diarias de la sonda y la calibración de la sensibilidad.
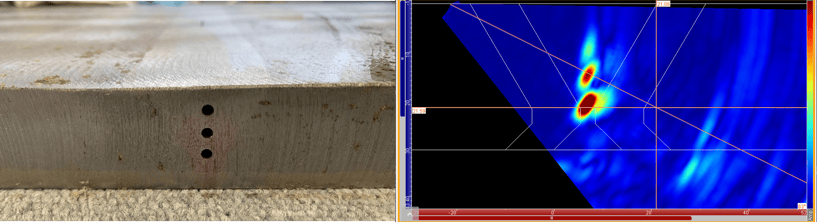
Figura 7: Sonda de compresión en ángulo sobre bloque de calibración de acero inoxidable que muestra una excelente SNR y detección de los reflectores de referencia
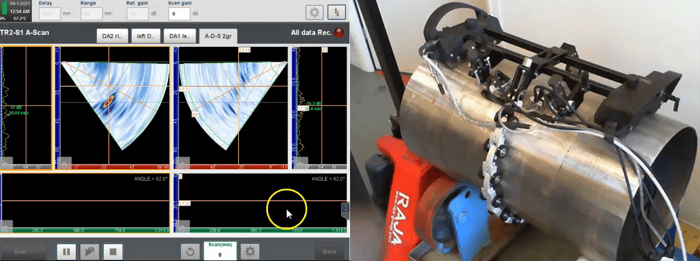
La última consideración para este tipo de inspección es el escáner mecánico. Lamentablemente, la mayoría de los escáneres de soldadura están diseñados para utilizarse en material de acero al carbono con un sistema de rueda magnética. Como el acero inoxidable no es magnético, se requiere un escáner de inspección por ultrasonidos modular avanzado construido para la cartografía de corrosión por ultrasonidos phased array (PAUT) y PAUT/Difracción del tiempo de vuelo (TOFD). El sistema permite a los operarios alternar rápidamente entre la inspección de soldaduras y la cartografía avanzada de la corrosión.
En este caso y para soldaduras de tuberías, recomendamos utilizar el escáner de cadena; este escáner tiene todas las ventajas de la configuración de inspección de soldaduras y proporciona estabilidad al escanear materiales no magnéticos.
Además del acero inoxidable, la solución de inspección por escáner es aplicable a tuberías de polietileno de alta densidad (HDPE). Si se combina con instrumentos PAUT portátiles de primera clase que ofrecen el método de enfoque total (TFM) e imágenes de ondas planas (PWI) como Cypher®, los operadores pueden optimizar realmente sus inspecciones ultrasónicas de HDPE.
En conclusión, los ultrasonidos phased array se están convirtiendo sin duda en el método preferido para la fabricación de soldaduras y han sustituido a la radiografía en muchos proyectos de inspección (no hay más que consultar este blog sobre 3 retos de inspección de soldaduras resueltos mediante UT avanzados en lugar de radiografía). Aunque la evaluación es posible en materiales no homogéneos, el operario debe seleccionar cuidadosamente las sondas, tener experiencia en los requisitos de calibración y elegir un escáner que proporcione estabilidad y precisión de sonda cuando la superficie en no magnética.
Eddyfi Technologies se compromete a ofrecer lo mejor de todos los mundos para garantizar que los inspectores puedan recopilar los datos necesarios para obtener información procesable. Póngase en contacto con nuestro equipo de expertos para hablar de su próxima campaña de inspección y aprenda a mantenerse Más allá de la corriente.