Le contrôle par ultrasons multi-éléments des soudures de petit diamètre a été largement adopté au cours de la dernière décennie, remplaçant la radiographie principalement dans les assemblages en acier au carbone tels que les tubes de chaudières de centrales électriques, avec beaucoup de succès. Lorsqu'elle est appropriée, l'utilisation de PAUT peut apporter plusieurs avantages à la campagne d'inspection.
Sécurité et efficacité du site
Le remplacement de la radiographie par des techniques UT supprime l'utilisation de rayonnements ionisants potentiellement nocifs sur le site local, ce qui réduit la nécessité de protocoles de sécurité étendus et les coûts associés. Alors que les zones de travail « chaudes » devaient auparavant être fermées pour que l'inspection puisse avoir lieu, la technique PAUT peut être utilisée sans zones d'exclusion, ce qui permet d'effectuer des travaux réguliers parallèlement à l'inspection. Grâce à une instrumentation entièrement portable, les résultats peuvent être analysés directement sur le lieu de l'inspection, ou les données peuvent être envoyées à un analyste à distance pour l'établissement d'un rapport. Le site bénéficie ainsi d'avantages significatifs en termes d'efficacité de la production et de coût global de l'activité.
Capacité d'inspection
Bien que la radiographie puisse avoir ses avantages, en particulier pour certaines classifications de défauts, l'utilisation de PAUT peut améliorer la sensibilité aux défauts planaires qui peuvent être difficiles à détecter avec la radiographie en raison d'une mauvaise orientation. En outre, les techniques PAUT permettent de dimensionner les indications en profondeur et en hauteur, ce qui donne une plus grande visibilité des défauts pour une évaluation critique.
Le défi des soudures inoxydables de petit diamètre
Tout d'abord, qu'entend-on par « petit alésage »? Il s'agit généralement de soudures bout à bout circonférentielles dans des tuyaux dont le diamètre extérieur est inférieur à 4 pouces de diamètre nominal (NPS). En général, les soudures ont une section transversale « à paroi mince » et des capuchons de soudure en place. En raison de l'application, l'accès peut être limité pour permettre l'utilisation de scanners d'inspection et d'équipements de contrôle non destructif (CND).
Bien entendu, comme pour d'autres techniques, l'acier inoxydable pose des problèmes supplémentaires en ce qui concerne la conductivité des ondes sonores, qui sont souvent très atténuées, déformées et dispersées, ce qui réduit l'intensité potentielle du signal renvoyé à la sonde d'inspection et brouille les données d'inspection avec un bruit de faible intensité dû au grain du matériau. En outre, en cas de présence de soudures ou de revêtements en métaux dissemblables, les stratégies d'inspection et le choix des sondes devront être adaptés en conséquence.
Le petit diamètre des tuyaux pose également un problème, car il agit comme une lentille qui fait diverger les faisceaux sonores réfléchis sur une grande circonférence, et ce phénomène est d'autant plus prononcé que le diamètre du tuyau est petit.
Pour inspecter ces composants avec succès, la solution doit prendre en compte tous ces facteurs et commencer par optimiser la conception de la sonde ultrasonique pour cette tâche.
Sondes optimisées
Pour les aciers inoxydables austénitiques, il est particulièrement impératif de garantir un profil de faisceau UT optimal, concentrant l'énergie du faisceau sur la zone d'intérêt et réduisant les pertes dues à la divergence. L'utilisation de réseaux linéaires 1D ne permet pas de contrôler le faisceau dans le plan secondaire, c'est-à-dire sur la longueur de la soudure. Ce problème a été résolu pour les réseaux linéaires en ajoutant une focalisation mécanique des éléments dans leur largeur, comme dans la célèbre sonde A15 pour l'inspection des tubes de chaudière en acier au carbone. Cependant, en raison de la nécessité de maintenir le profil bas du coin, le trajet du son vers la soudure est relativement court et le profil du faisceau est relativement large dans le plan secondaire, ce qui est particulièrement évident dans les échantillons à parois plus minces et de plus petit diamètre. Près du coin et au début du trajet du son, le profil du faisceau peut avoir un effet de double maxima conduisant à un surdimensionnement et à une caractérisation difficile des indications dans les cas extrêmes.
Double réseau linéaire pour les petits alésages
Un type d'approche de sonde d'inspection permettant de relever certains des défis posés par les sondes pour petits alésages dans les matériaux austénitiques est l'utilisation d'une sonde à réseau de prise de hauteur qui sépare les trajets sonores de l'émetteur et du récepteur dans le coin à l'aide d'une barrière acoustique. Le sabot est conçu de manière à ce que l'interaction des faisceaux nominaux dans le matériau puisse se produire dans la zone d'intérêt de l'inspection. La séparation acoustique de l'émission et de la réception permet de réduire le bruit de fond de la structure du grain que l'on rencontre avec les sondes à écho pulsé, en réduisant l'effet de rétrodiffusion vers le capteur qui peut être typique dans ces types de matériaux, en particulier à travers les longs trajets sonores dans les composants plus épais. La sonde à double réseau linéaire A25 et le sabot peuvent être utiles pour examiner les tubes austénitiques plus épais, mais peuvent ne pas convenir pour les très petits tubes.
.png?width=400&height=265&name=FIGURE%201%20-%20EDDYFI%20A25%20PROBE%20(WEDGE%20NOT%20SHOWN).png)
Figure 1: Sonde A25 Eddyfi (sabot non illustré)
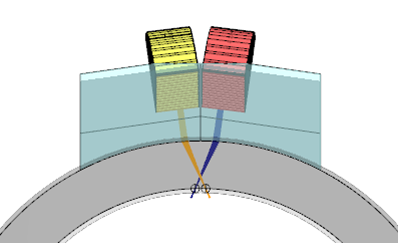
Figure 2: Configuration de l'écartement A25 pour une vague de 60L dans un tuyau de 2 » NPS avec une épaisseur de paroi de 5,5 mm

Une approche de sonde matricielle 2D
Pour surmonter ces difficultés, une sonde matricielle 2D à profil bas a été mise au point. Elle est compatible avec les scanners à petit diamètre existants, tels que les scanners CIRC-IT de Jireh, et conserve un profil bas pour faciliter les problèmes de restriction d'accès. Une sonde matricielle 2D est découpée en deux dimensions de manière à ce que les éléments puissent être tirés indépendamment et séquencés en lois focales pour obtenir une focalisation dans les plans primaire et secondaire.
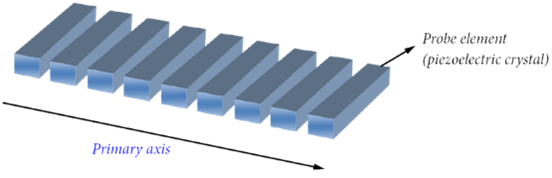
Figure 3: Découpage d'un réseau linéaire 1D
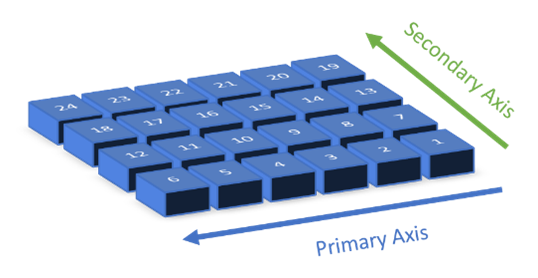
Figure 4: Exemple d'un réseau matriciel 2D
Grâce à la capacité de la sonde matricielle 2D, il est possible de focaliser chaque faisceau à la fois dans la direction de la soudure (axe primaire) et dans sa circonférence (axe secondaire). Cela permet d'obtenir un profil de faisceau beaucoup plus uniforme et plus serré, comme le montre la comparaison ci-dessous pour un tube en acier inoxydable de 3,5 mm d'épaisseur et de 21,3 mm de diamètre extérieur.
Sonde A15 5MHz CCEV35 16 éléments avec sabot 60SW - faisceau nominal 60SW illustré
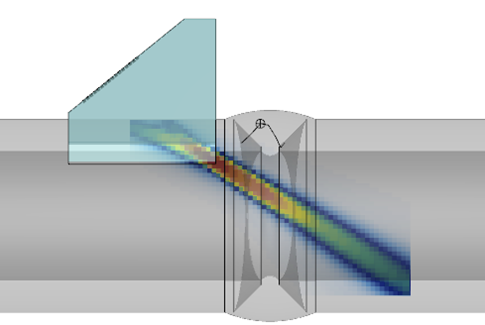
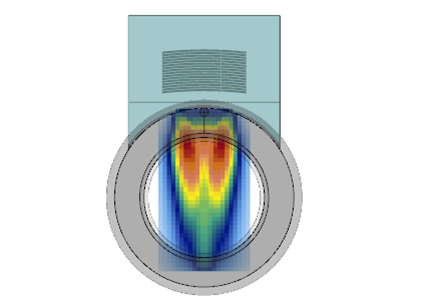
Figure 5 : Profil du faisceau dans les axes primaire et secondaire
Nouvelle sonde matricielle 2D M15 5MHz 63 éléments avec sabot 60SW - Faisceau nominal 60SW illustré
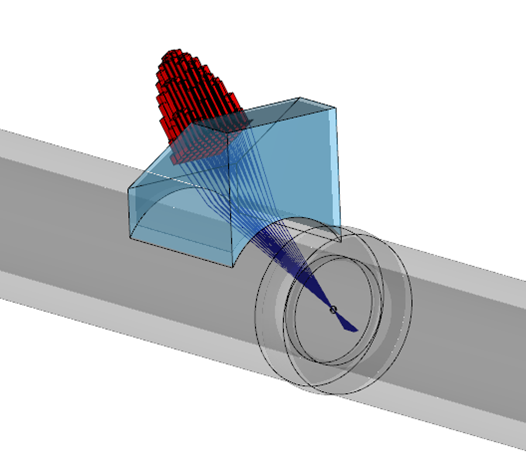
Figure 6: Contribution des éléments matriciels 2D à la formation des faisceaux
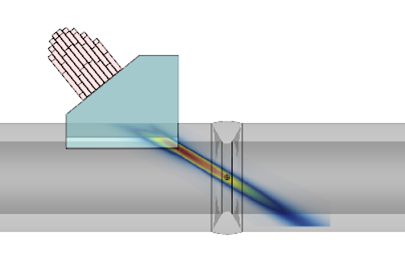
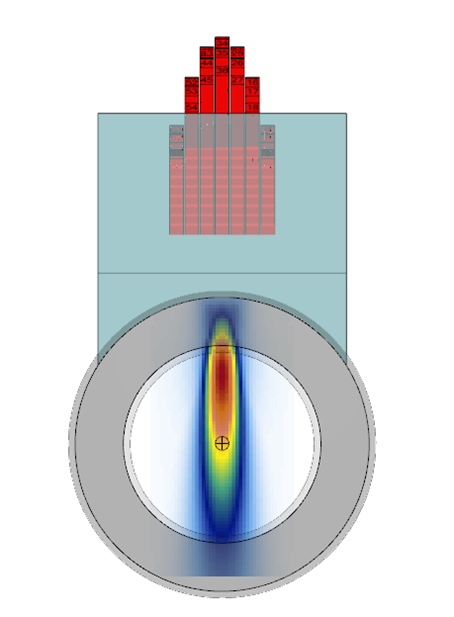
Figure 7: Profil du faisceau dans les axes primaire et secondaire

Compatibilité avec les scanners
Les sondes A25 et M15 peuvent être couplées au scanner CIRC-IT standard de l'industrie, conçu pour couvrir les soudures circonférentielles de 21 à 114 mm (0,84 à 4,5 pouces) de diamètre extérieur pour un balayage codé rapide et précis. Les deux sondes peuvent être utilisées d'un seul côté ou des deux côtés avec l'une des plateformes Eddyfi PAUT.
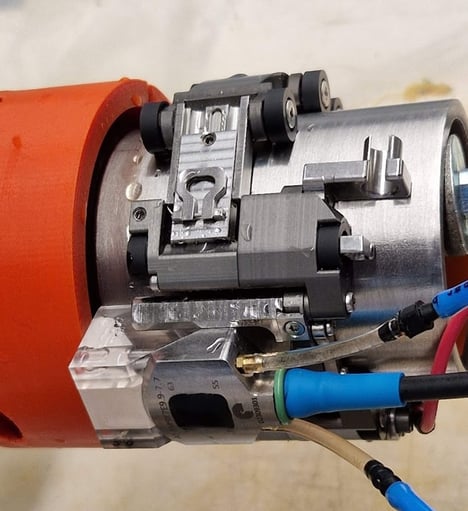
Figure 8: Sonde matricielle M15 avec scanner Circ-It
Caractéristiques du CIRC-IT
- S'adapte aux tuyaux standard d'un diamètre compris entre 21 et 114 mm (0,84 et 4,5 pouces).
- Espace libre de 11 mm, idéal pour les zones à accès restreint (< 12,7 mm)
- Permet l'inspection d'une ou deux faces en un seul passage
- Installation et fonctionnement faciles à partir d'un seul côté d'une rangée de tuyaux
- Assure une pression stable et constante tout au long du balayage
- Mouvement de roulement en douceur avec une dérive axiale minimale
- Conception compacte, légère et portable pour une meilleure maniabilité
- Facilite le changement rapide et sans effort de la cale et de la sonde
- Compatible avec les tuyaux ferromagnétiques et non ferromagnétiques
- Construction étanche et antirouille
Plateformes d'instruments PAUT
Eddyfi Technologies propose plusieurs instruments PAUT idéaux pour cette application. Lors de l'utilisation de la sonde matricielle 2D M15, il est important de s'assurer qu'un instrument à 64 impulsions comme le TOPAZ®64 ou le Gekko® est utilisé car chaque loi focale comprendra les 63 éléments de la mise à feu de la sonde. Heureusement, le logiciel intuitif intégré prend en charge la configuration du réseau matriciel 2D avec facilité, sans qu'il soit nécessaire de créer des configurations à l'extérieur, et la sonde peut être étalonnée et les données collectées avec PAUT de manière normale. Les vues fusionnées embarquées, la fonction de fusion volumétrique et les vues avancées contribuent grandement à l'efficacité de l'analyse et du rapport des données pour les opérateurs, avec la possibilité de passer au puissant UltraVision® Classic pour l'analyse hors ligne si nécessaire.
En plus de PAUT, les deux plateformes offrent des modes d'acquisition en direct pour la capture de la matrice complète (FMC), la méthode de focalisation totale (TFM), l'imagerie par cohérence de phase (PCI) et l'imagerie par ondes planes (PWI), qui peuvent être pleinement utilisés avec la technologie des matrices 2D lorsqu'elle apporte un avantage à l'inspection.
Résultats
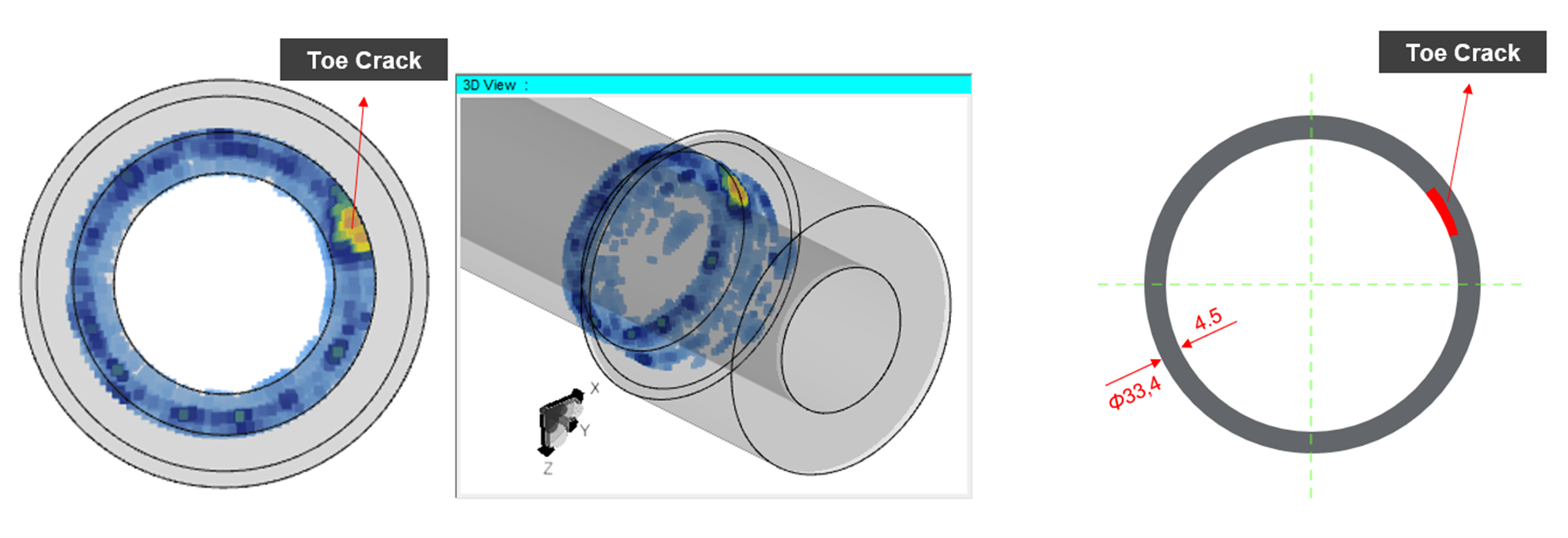
Un exemple des résultats obtenus sur des matériaux à parois minces en acier inoxydable figure dans cette application intéressante pour l'inspection de soudures à emboîtement de petits diamètres en acier inoxydable. L'échantillon, fourni par HOIS, est une soudure à emboîtement de 1 pouce NPS, avec un diamètre extérieur de 33,4 mm dans le raccord. L'épaisseur de la paroi est de 4,5 mm.
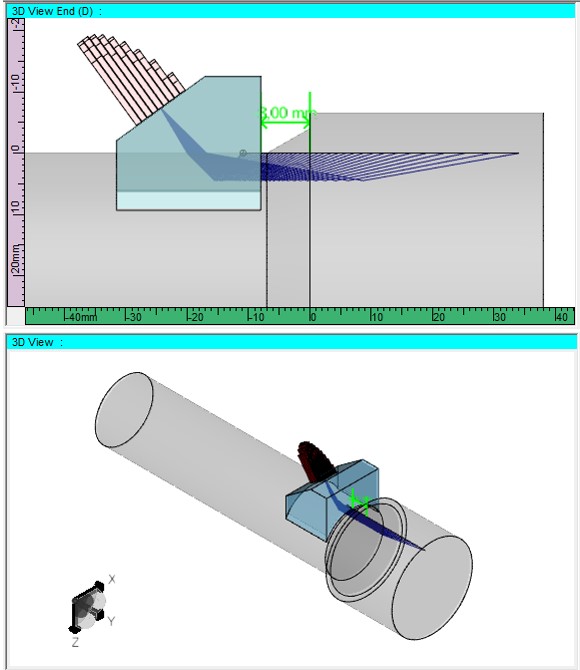
Figure 9: Plan de balayage - Matrice 2D M15 sur une soudure d'emboîture
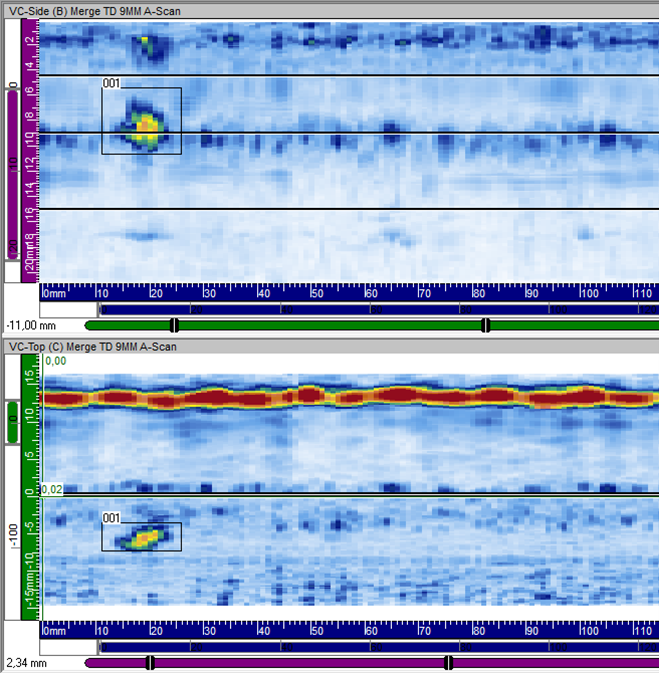
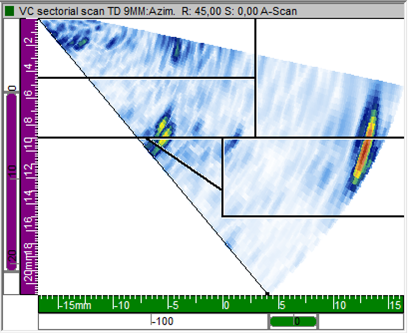
Figure 10: Données d'une soudure à l'emboîture en acier inoxydable présentant une fissure de pied
Advanced focusing methods
Il est également possible d'utiliser des méthodes de focalisation avancées, telles que la TFM à partir de données FMC ou PWI en direct, ou par post-traitement lorsque des données FMC ou PWI brutes sont acquises. L'analyse UltraVision permet le post-traitement de ces données dans un certain nombre d'algorithmes différents qui peuvent améliorer considérablement le rapport signal/bruit (RSB) pour les indications dans les matériaux difficiles.
Par exemple, lors de l'inspection d'un petit échantillon de soudure en acier inoxydable, il a été constaté que le post-traitement des données PWI acquises à l'aide de l'algorithme du facteur de cohérence de phase (PCF) a permis d'améliorer considérablement la réponse d'un seul pore isolé intégré dans la soudure.
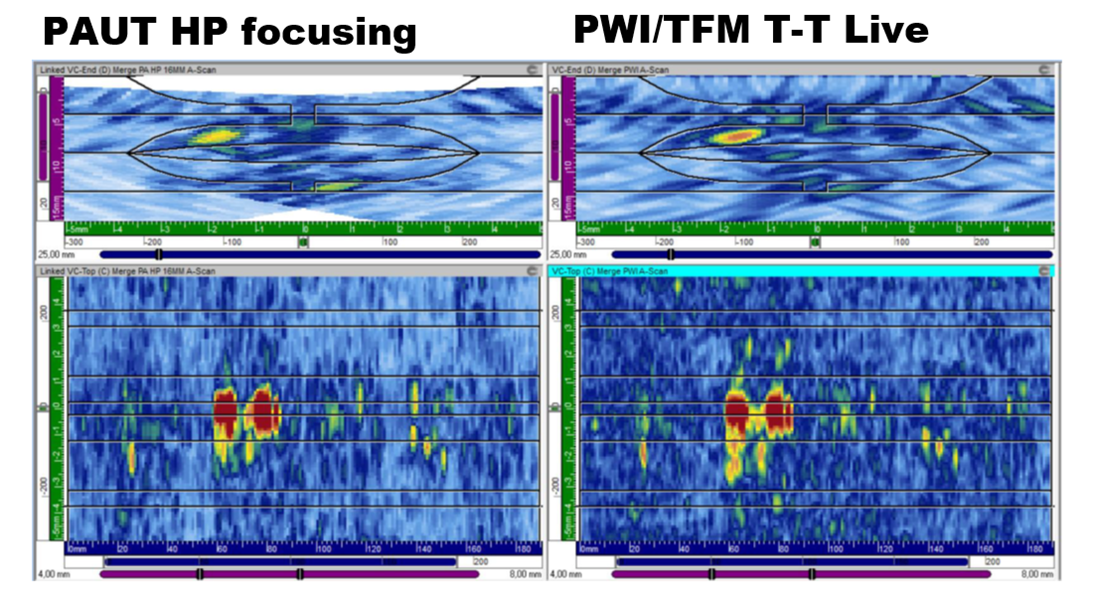
Figure 11: Données relatives à une soudure en acier inoxydable d'une épaisseur de 4 mm
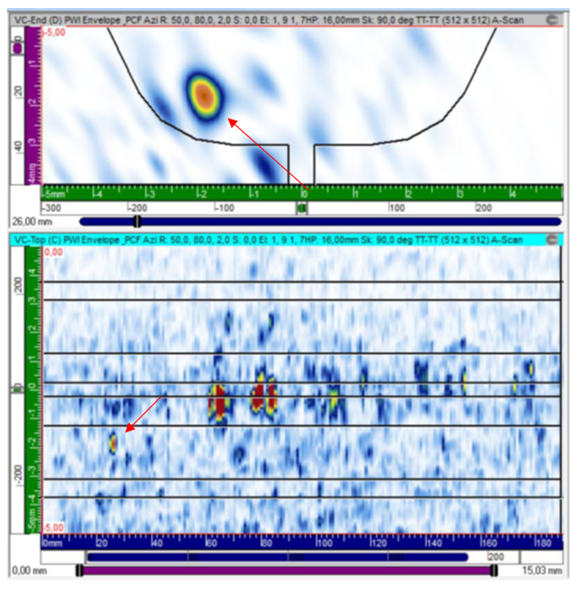
Figure 12: Données PWI reconstruites à l'aide de la trajectoire PCF TT-TT, montrant un pore isolé dans une soudure
Résumé
L'instrumentation et les logiciels de pointe d'Eddyfi Technologies, associés à une approche optimisée des sondes, permettent d'atteindre un niveau supérieur en matière d'inspection des soudures de petits diamètres en acier inoxydable.
Le choix de la sonde et l'approche de l'UT sont à la base d'une inspection réussie. La nouvelle sonde matricielle 2D M15 pour l'inspection des petits trous améliore grandement le profil du faisceau afin d'améliorer la caractérisation, la détection et le rapport signal sur bruit (SNR) lorsque c'est le plus important.
La flotte d'instruments d'Eddyfi Technologies, y compris le TOPAZ64 et le Gekko, est idéale pour tirer parti de cette technologie de sonde avancée et permet la configuration de matrices 2D à bord.
Pour une revue plus technique, consultez ce blog.
Pour plus d'informations, consultez ce webinaire sur le sujet, et contactez notre équipe d'experts prêts à offrir une solution au-delà des courants à votre défi d'inspection.