
1. Corrosion Under Insulation (CUI) in Pressure Vessels
Multiple types of insulated pressure vessels are used in the operation of a power plant. Feedwater heaters, as an example, preheat water delivered to a steam generator. This component improves the thermodynamic efficiency of the system and reduces plant operating costs.
The carbon steel shell of the heat exchanger is prone to corrosion. Since the shell is typically insulated to prevent heat loss and further improve thermal efficiency, the structure is susceptible to CUI. Typical visual or Ultrasonic Testing (UT) inspections require shutting down the asset in addition to the costly and time-consuming stripping of the insulation to gain access to the surface. Re-insulation is also required at the end of the process. All these steps are completed even in the absence of corrosion in the structure.
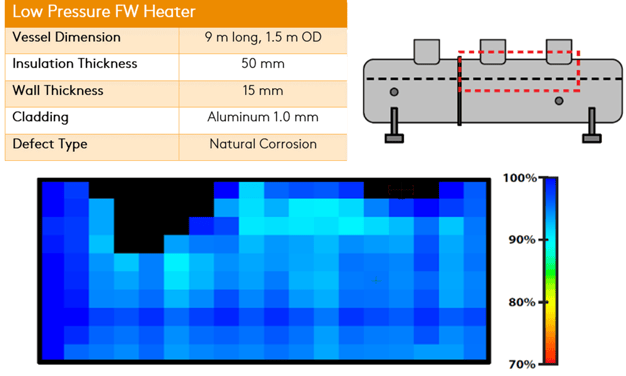 Figure 1: PEC screening on feedwater heater shell
Figure 1: PEC screening on feedwater heater shell
PEC has shown to be a suitable technology to address this challenge. The ability of the system to measure remaining wall thickness through insulation layers and weather jackets enables cost-effective screening of the feedwater heater shell for corrosion under insulation. In this specific example, erosion was detected on the top area of the feedwater, the insulation was removed to perform local measurements, and ultrasonic testing was used to confirm the value of the exact remaining wall thickness. When areas of interest are found, removing the insulation only at specific locations for prove-ups can help maximize efficiency of the inspection with no compromise on safety and confidence.
2. Elbow Inspection for Flow Accelerated Corrosion (FAC)
Steam and water carrying piping systems are common in the power generation industry. The lines are insulated for operator safety and to maximize process efficiency. A common damage mechanism found in pipe elbows is known as Flow Accelerated Corrosion (FAC). Carbon steel piping carrying deoxygenated water and wet steam are prone to this damage mechanism. The protective oxide layer dissolves in the constantly flowing fluid, exposing the underlying metal to continuous corrosion and wall loss over time.

Figure 2: Insulated elbows can be inspected in-service for CUI with PEC
Unlike CUI, FAC occurs inside the pipes. FAC is more common in the outer curve region of elbows known as the extrados. The capability of the Lyft PEC system to detect both near side (external) and far side (internal) wall loss through insulation is well suited to address the challenge of FAC.
Lyft software offers a special scan pattern to ensure 100% coverage of the bend. The result is a diamond-shaped C-scan image where the extrados is shown as the longer vertical section in the center of the scan. It is in this region where FAC, erosion, and corrosion are visible as shown in the following example.
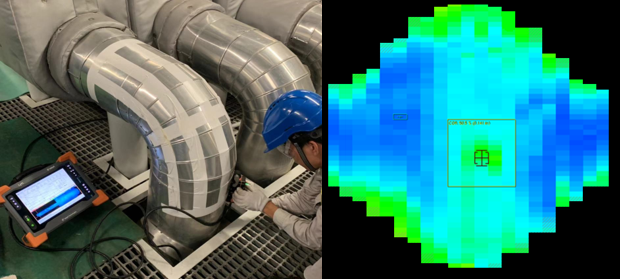
Figure 3: Insulated elbow inspection with the Lyft and CUI of elbow with FAC damage
3. Inspection of Pipes Through Coatings or Corrosion Blisters
Unlike the previously discussed applications, a significant amount of piping systems used for cooling or fire protection are not necessarily insulated. Nevertheless, they may be protected with thick coatings such as epoxy which renders UT thickness measurements impossible. Surface preparation required to carry UT thickness readings can be impractical or extremely expensive, resulting in costly and time-consuming inspections.
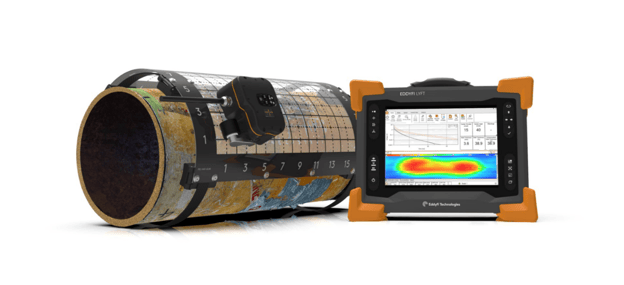
Figure 4: Lyft PEC system and PECA-HR probe
Although PEC is known for its ability to inspect through liftoff in the order of inches, it can also be used to assess wall thickness through coatings that inhibit the utilization of UT. More sensitive probes such as the PECA-HR can be used in low liftoff applications to assess more accurately the remaining wall thickness. Furthermore, PEC works through corrosion product and scab/blistering corrosion which may be detected visually by the bulging and cracking of the coating.
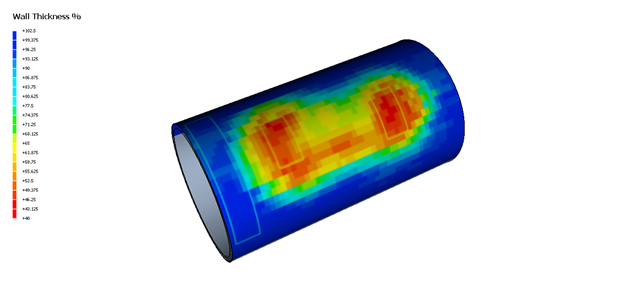
Figure 5: 3D model of inspected component generated with the SurfacePro 3D reporting software
PEC can also be used to measure the remaining wall thickness through composite wrap repairs. This makes it one of the only solutions that can be used to monitor corrosion growth under carbon fiber wrap repairs, material which render ultrasonic thickness readings impossible. The low liftoff enables the use of high-resolution probes on pipes over 150 millimeters (6 inches) in diameter. Smaller pipes down to 25 millimeters (1 inch) can be inspected as well using standard mono-element PEC probes.
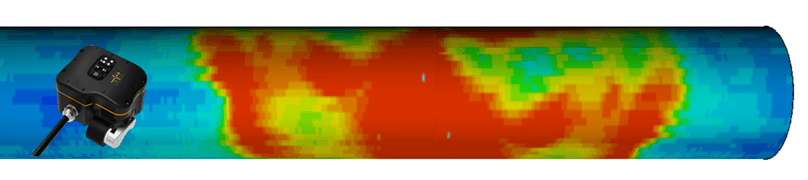
Figure 6: Corrosion assessment through composite wraps
4. Inspection of Pipes Insulated with Asbestos
Until the 1970s, asbestos was often used for its insulating properties in buildings and piping systems. With raising concerns over the health hazards associated with this material, it was eventually prohibited in most countries. Although asbestos is no longer used in new construction, some of the material remains on in-service assets across the world’s power plants. Like other insulated carbon steel assets, the pipes can be subject to the CUI damage mechanism. Traditional inspection methods for CUI involve stripping the insulation for visual assessment. When it comes to asbestos, the cost of safely removing and disposing the insulation reaches extreme heights.
Pulsed eddy current is fortunately just as effective a screening tool to detect CUI through asbestos as it is with conventional insulation. The technology empowers asset owners to only identify areas of concern for further validation and prevents unnecessary removal of asbestos.
Thus, PEC significantly reduces the cost of managing asbestos and the health hazards associated with handling the carcinogenic material. One major operator reported that deploying one Lyft® system at their facility saved them 2 million dollars in insulation and asbestos work over the course of one year.

Figure 7: Asbestos insulation material
5. Inspection of Cast Iron Piping Systems
Cast iron piping systems are prone to various damage mechanism such as selective leaching. When this type of graphitization occurs, crater-like defects form at the surface of the pipe, although they may be invisible to the naked eye unless a surface preparation such as sandblasting is performed. Unfortunately, this damage mechanism can lead to the catastrophic rupture of the lines without earlier signs of leaking or damage.

Figure 7: Corroded cast iron pipes
It is also well known that cast iron presents specific challenges to ultrasonic testing methods due to the strong attenuation associated with this material. This limitation does not affect electromagnetic techniques such as PEC. On the contrary, the properties of cast iron make it perfectly suited for this method of inspection. A dedicated algorithm is used to ensure that detection and sizing take into account the specific magnetic properties of cast iron.
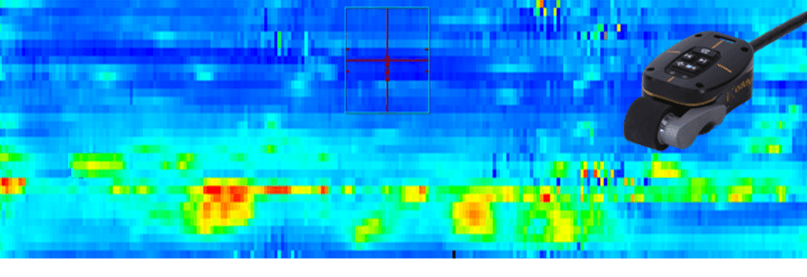 Figure 8: PEC data on cast iron pipes
Figure 8: PEC data on cast iron pipes
The short Characteristic Decay Time (CDT) associated with cast iron reduces the duration of the PEC pulse-acquisition cycle and enables scan speeds often above 200 millimeters (7.8 inches) per second. This makes PEC the ideal screening tool to detect generalized corrosion and graphitization in cast iron piping systems.
Ready to Overcome Your Inspection Challenges with PEC?
If you're in the power generation sector, you've likely encountered the five inspection challenges addressed here. We invite you to discuss your next inspection with our experts to leverage leading edge pulsed eddy current technology for reliable results. Get in touch with our team today!