La technologie de contrôle par ultrasons multi-éléments (PAUT) peut constituer une alternative fiable et efficace à la radiographie pour l'examen des soudures de tubes de chaudières. Cependant, plusieurs problèmes se posent lorsqu'il s'agit d'effectuer des inspections dans l'environnement étroit d'une chaudière. Le principal problème avec les tubes de chaudière est le faible espace libre entre les tuyaux. L'autre complexité réside dans la faible épaisseur des parois des tubes, combinée à une grande variété de diamètres et à la présence de capuchons de soudure. Pour relever les défis énumérés ci-dessus, une solution complète d'inspection UT multi-éléments nécessite à la fois des sondes PAUT et des coins de faible hauteur, ainsi qu'un scanner de faible hauteur.
Équipement d'inspection de tubes de chaudière
Scanner CND
Le scanner approprié peut être adapté à différents diamètres de tuyaux allant de 0,5 à 4 pouces NPS (21,4 à 114,3 millimètres OD). Par conséquent, les inspections manuelles peuvent être effectuées avec une précision et une reproductibilité accrues, ce qui améliore la probabilité de détection (POD). Le scanner permet des inspections unilatérales et bilatérales en fonction de l'accès à la soudure (coude, etc.).
 Figure 1: Avec son espace libre de 11 mm et son mouvement circonférentiel codé, le scanner à profil bas permet des inspections rapides et efficaces des soudures bout à bout de tuyaux de petit diamètre.
Figure 1: Avec son espace libre de 11 mm et son mouvement circonférentiel codé, le scanner à profil bas permet des inspections rapides et efficaces des soudures bout à bout de tuyaux de petit diamètre.
Sondes multi-éléments
Pour tirer pleinement parti du scanner à faible dégagement, Eddyfi Technologies propose un ensemble de sondes et de sabots spécifiques à l'application. Avec des fréquences allant de 5 à 10 MHz et des options de 16 ou 32 éléments, les sondes linéaires extra-fines A15 permettent une capacité de détection maximale. Les matrices sont incurvées pour optimiser la focalisation sur les tubes minces, et les sabots sont conçues pour réduire la distance par rapport au centre de la soudure, ce qui permet une meilleure couverture du volume d'examen. Les sabots doivent être adaptées à la courbure de la surface de balayage et être conformes aux normes correspondantes (ISO 17640, par exemple).
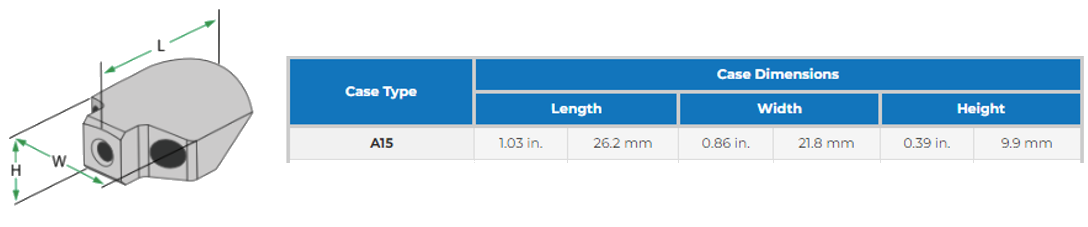 Figure 2: Dimensions du boîtier des sondes PAUT à profil bas.
Figure 2: Dimensions du boîtier des sondes PAUT à profil bas.
Une autre technique utilisée pour l'inspection des tubes de chaudière est la diffraction par temps de vol (TOFD). Dans cette technique, une paire de sondes ultrasoniques est placée sur les côtés opposés de la soudure, l'une des sondes agissant comme un émetteur et la seconde comme un récepteur. En présence d'une discontinuité telle qu'une fissure, il y a diffraction de l'onde sonore ultrasonique à partir des extrémités supérieure et inférieure de la fissure. En utilisant le temps de vol mesuré de l'impulsion, la profondeur des extrémités de la fissure peut être calculée automatiquement par trigonométrie. Pour l'inspection des tubes de chaudières, la même contrainte s'applique aux sondes TOFD ; il est donc nécessaire d'utiliser des sondes TOFD à profil bas. Les sondes LIMBOTOFD sont des sondes TOFD surbaissées avec un dégagement de 10 mm permettant un accès facile entre les interstices des tubes. Les sondes LIMBOTOFD utilisent des éléments actifs de 3 mm à 10 et 15 MHz, offrant une couverture complète des soudures typiques rencontrées dans les tubes de chaudières. Les sondes LIMBOTOFD sont dotées d'un sabot intégré qui assure un couplage parfait, adapté à divers diamètres de tubes standard, et sont compatibles avec le scanner à profil bas décrit précédemment.
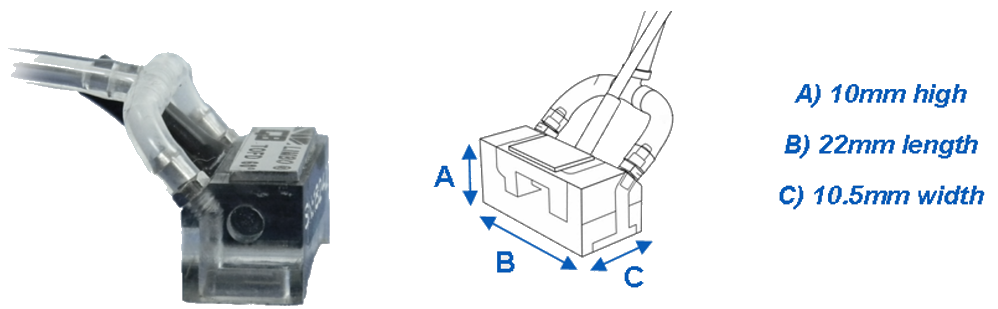
Figure 3: Dimensions des sondes LIMBOTOFD PAUT.
Systèmes UT multi-éléments
En ce qui concerne l'inspection des tubes de chaudière et l'inspection des parois minces en général, on peut suivre la norme ISO 20601 qui spécifie l'application de la technologie des réseaux phasés aux pièces d'acier dont l'épaisseur est comprise entre 3,2 et 8 millimètres. Comme pour de nombreuses soudures, le volume de test doit inclure la soudure et la zone affectée thermiquement. Lors d'un balayage linéaire, c'est-à-dire un balayage sectoriel pour une position d'index fixe, une inspection des deux côtés doit être effectuée. Si l'évaluation des discontinuités est basée uniquement sur l'amplitude, la déviation de la direction du faisceau par rapport à la normale au biseau de la soudure ne doit pas dépasser 6°.
.jpg?width=500&height=375&name=Boiler%20Tube%20inspection%20%C2%A9M2M%20China%20(1).jpg)
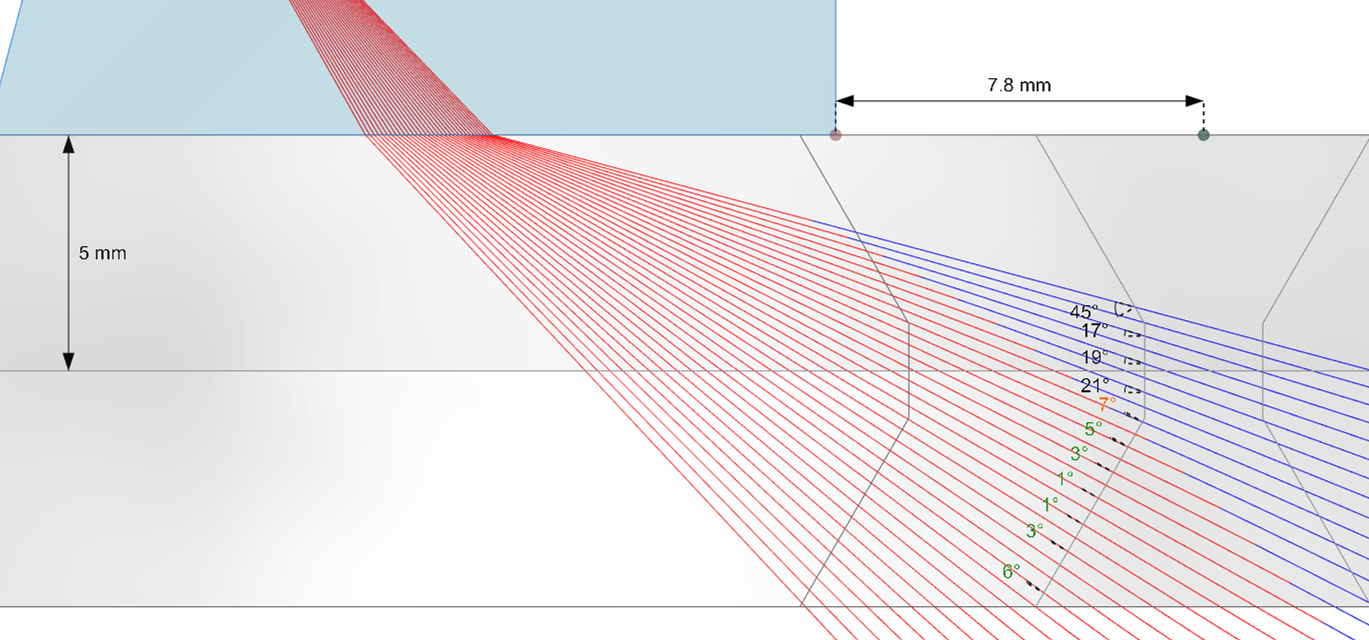
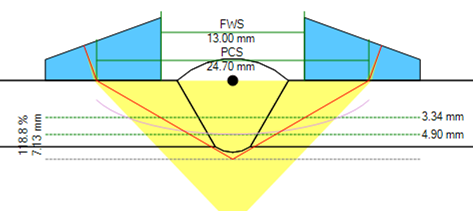
Pour le balayage codé, un plan de balayage est essentiel et obligatoire. Il est donc important d'utiliser un logiciel qui permet de visualiser la couverture de l'inspection mais aussi les angles par rapport au biseau de la soudure. Le logiciel embarqué offre cette possibilité à bord de l'instrument. Les images suivantes montrent le plan de balayage conçu pour inspecter un tube de chaudière de 5 mm à l'aide d'une sonde PAUT à profil bas 5L16-A15-8X10-2,5-IPEX. La sonde est réglée sur un décalage d'index de 7,8 mm pour maximiser l'orthogonalité des faisceaux avec le biseau de la deuxième jambe. Les angles indiqués en vert montrent les faisceaux dont l'orthogonalité est inférieure à 6°, ce qui permet aux opérateurs de trouver rapidement la bonne position de la sonde le long de l'axe d'indexation. Ce plan de balayage fournit également des informations sur le champ proche (rayons en rouge), ce qui permet aux inspecteurs de concentrer l'énergie le long du plan actif afin de détecter des indications plus petites et de voir si des techniques telles que la méthode de focalisation totale (TFM) ou l'imagerie par cohérence de phase (PCI) peuvent être utilisées avec la configuration actuelle.
Un plan de balayage est également nécessaire avec les sondes LIMODOTOFD pour assurer une couverture complète de la soudure et de la zone affectée thermiquement.
Eddyfi Technologies propose plusieurs instruments PAUT compatibles avec l'inspection des tubes de chaudière. Alors que Cypher® offre le plus de capacités, Mantis™ est la solution la plus économique qui offre des capacités multigroupes pour l'inspection PAUT double face et le TOFD.
Découvrez l'instrument PAUT portable de loin le plus avancé ici.
Résultats de l'inspection des tubes de chaudière
PAUT et TOFD détectent tous les types de défauts de soudure, mais sont mieux adaptés aux défauts planaires :
- manque de fusion de la racine
- absence de pénétration de la racine
- fissure du pied de la soudure
- fissure à la racine de la soudure
La RT est mieux adaptée aux types de défauts volumétriques :
- porosité
- inclusion
Les images suivantes montrent des comparaisons entre les données des essais par ultrasons multi-éléments et les données des essais radiographiques.
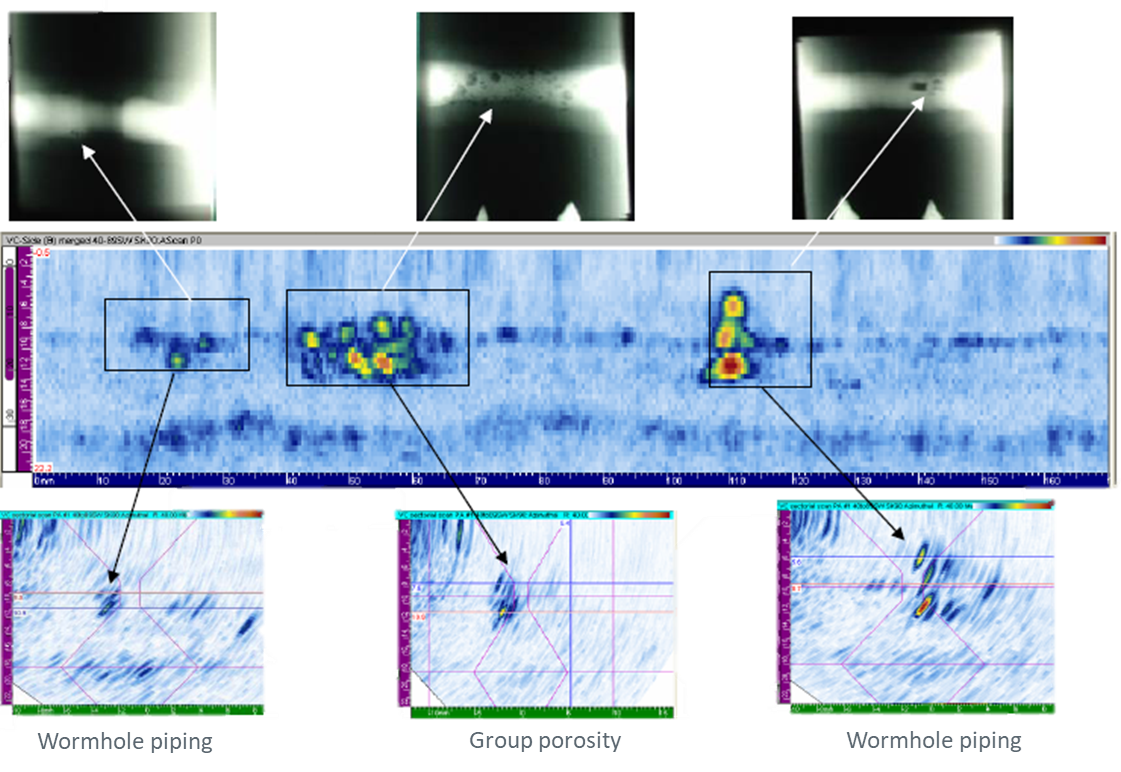
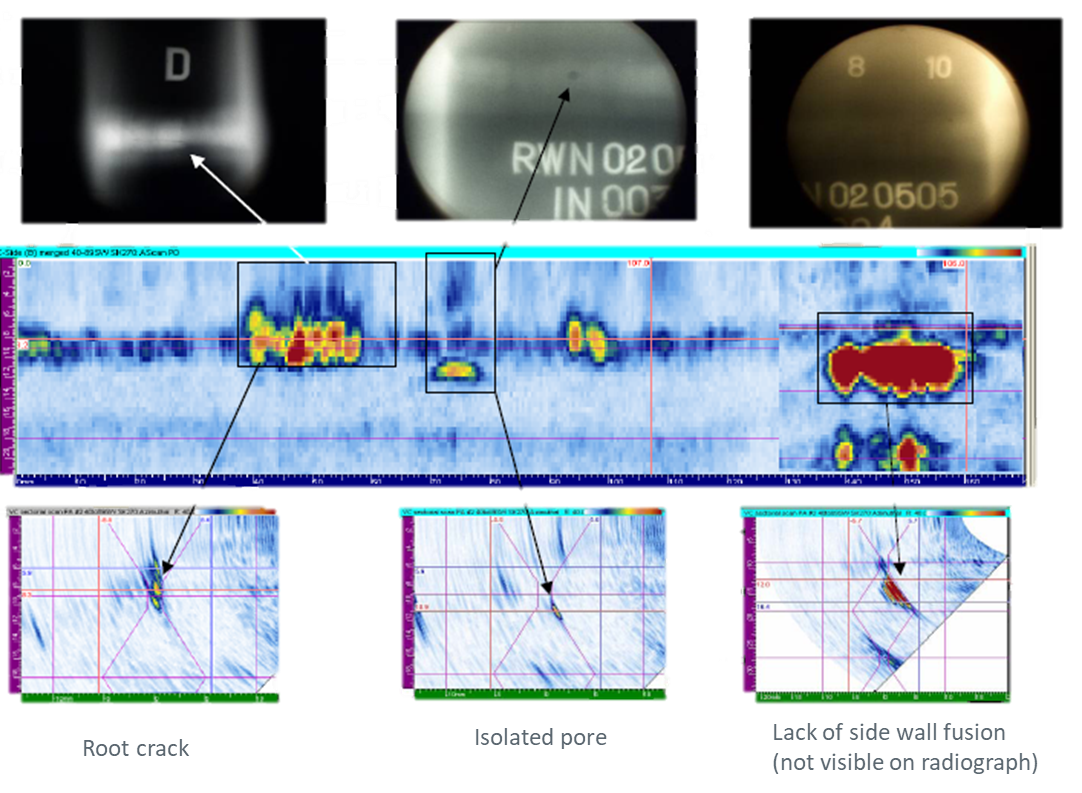
Courtoisie de RWE Power Intl. Ltd.
L'inspection des tubes de chaudière, lorsqu'elle est effectuée sur deux faces, permet d'utiliser l'outil d'analyse assistée. Cette fonction augmente la productivité de l'analyse en détectant, filtrant et classant automatiquement les indications en fonction des normes avant leur acceptation par l'opérateur. Cette fonction est disponible pour les soudures bout à bout, les biseaux en V et en X, ainsi que pour les contrôles effectués des deux côtés de la soudure.
Les exigences de qualité pour les joints soudés concernent principalement le matériau, le procédé de soudage et les conditions de service. Ces exigences déterminent les niveaux de contrôle, généralement décrits dans la norme ISO 13588. Pour évaluer les indications, on utilise des mesures de longueur et de hauteur ou de longueur et d'amplitude. Le module d'analyse assistée est basé sur ces dernières. Les opérateurs décident des niveaux d'enregistrement et d'évaluation, les tubes de chaudière étant généralement conformes à la norme ISO 20601 pour le gain corrigé en fonction du temps (TCG) effectué sur les trous forés latéralement.
Ensuite, l'analyse assistée tente de classer les indications dans des catégories prédéfinies ou des types de défauts (tels que définis dans la norme ISO 6520) en fonction de leur réflectivité et de leur position dans la soudure. En cas de succès, l'algorithme remplit automatiquement le tableau des indications avec la classification correspondante. Si l'algorithme ne parvient pas à classer une indication, il avertit l'opérateur qu'il peut s'agir d'un défaut potentiel. En fin de compte, l'opérateur conserve la responsabilité de modifier, de compléter, d'accepter ou de rejeter les résultats. Pour simplifier ce processus, le processus d'analyse des critères d'acceptation a été amélioré pour une plus grande convivialité.
La vidéo suivante montre l'outil appliqué à l'analyse d'une inspection PAUT d'un tube de chaudière.
Conclusion
En conclusion, la technologie UT multi-éléments permet de détecter efficacement tous les types de défauts et de dimensionner les parois. Contrairement aux essais radiographiques, les inspections UT multi-éléments ne perturbent pas les autres activités. Avec la solution d'Eddyfi Technologies, les soudures de tubes de chaudières peuvent être inspectées des deux côtés en moins d'une minute, pour des diamètres de tubes de 0,5 à 4 pouces NPS. Le logiciel embarqué assure un flux d'inspection efficace, de la configuration à l'analyse et au rapport. Visitez le eStore Eddyfi pour tous vos besoins en UT multi-éléments et contactez-nous pour en savoir plus sur nos solutions avancées de contrôle non destructif, offrant des résultats répétables, exploitables, significatifs et des données préventives qui vont au-delà des courants.