
IRIS (Internal Rotary Inspection System) is one of the most commonly used tubing inspection techniques in the petrochemical industry. It is versatile and allows precise thickness measurements that can confirm and characterize indications obtained by other inspection methods.
Although this technique is a must for tubing inspection companies, the combinations of software and hardware factors influencing it are numerous, and it is sometimes difficult to quickly spot what should be improved to get a better signal.
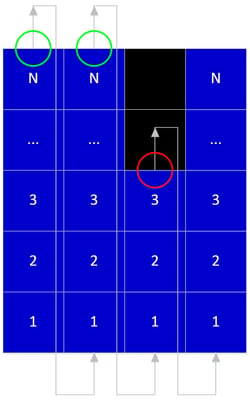
Points are acquired when a tube’s gate is triggered (front wall, backwall). The software expects a certain number of points per turn defined in the setup. Typically, this resolution is set to 180 points per turn (or 2° per sample). When the pin gate is triggered, a new vertical line is displayed on the C-Scan. If the pin gate is triggered before all expected points are acquired, then the missing points on the circumference will be shown in black. This is illustrated by the figure below. The circles show the moments when the pin gate is triggered.
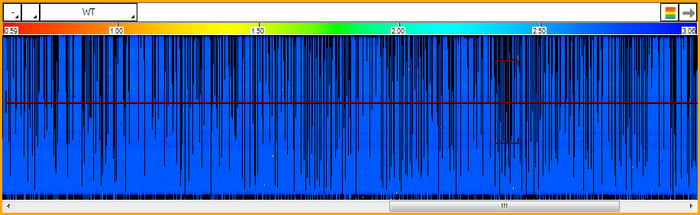
The first one happens when you get some peaks on the measured rotation speed. Black lines will display randomly in the C-scan. If you see this only occasionally, then it can be related to water pressure and there is not much that can be done with the software adjustments. However, if this occurs more often, you may need to fine tune your pin gate parameters to avoid multiple triggers on the signal’s ripple. Setting the gate slightly higher will usually solve this problem.
The second problem results when the rotation speed of the turbine is too high for the tube to inspect. Check out this article on How to Maximize IRIS Inspection Speeds to learn more about the relationship between tube dimensions, turbine rotation speed and pulling speed. This problem occurs when the time between two ultrasonic pulses is too long to acquire all points on the circumference during one turbine rotation. What you’ll get is a black stripe on top of the C-scan.
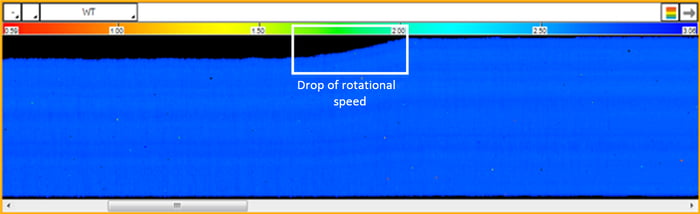
This black stripe will disappear if you decrease the turbine speed to a value that allows all expected acquisition points to be taken in one turbine turn.
To learn more about getting the most out of your Internal Rotary Inspection System (IRIS), make sure to subscribe to our blog and newsletter. Our experts are always an email or call away – get in touch today!