No Rust For The Wicked Corrosion Explained
Aluminum plays a pivotal role in a diverse array of products, spanning from everyday gadgets to massive structural projects. Thanks to significant advancements in alloying and manufacturing techniques over recent decades, aluminum alloys offer an appealing combination of superior structural performance, ease of machining, and recyclability. As its popularity continues to soar, so does the demand for non-destructive testing (NDT) solutions tailored to the unique characteristics of this metal.
Pure aluminum exhibits extreme reactivity to oxygen, as exemplified dramatically by its use in thermite reactions. Conversely, its resulting corrosion byproduct, aluminum oxide, possesses remarkable stability. This oxide layer is the linchpin that enables the widespread use of aluminum by ensuring its resilience against corrosion.
Aluminum oxide possesses a natural ability to self-heal and remains stable when exposed to fluids with a pH range of approximately 4 to 8. Beyond or below this range, the oxide film may destabilize or struggle to regenerate effectively when damaged, leaving the underlying metal vulnerable. The integrity of corrosion protection is also compromised if the oxide film is persistently abraded or unable to regrow due to a lack of oxygen. In such scenarios, NDT techniques capable of early-stage corrosion detection emerge as indispensable components of the aluminum asset's lifecycle management.
Advantages of Eddy Current Array for Corrosion Detection
An eddy current array, or ECA, inspection system regroups several individual coil sensors into a single probe combines multiple coil sensors into a single probe for extensive surface coverage, providing significant benefits in detecting corrosion in aluminum.
Revolutionary Fast Inspection with ECA Technology for Efficient Aluminum Structure Assessment
ECA revolutionizes inspections by significantly expanding the coverage area in a single pass compared to traditional ECT probes. This rapid scanning capability greatly reduces inspection time for aluminum structures. Notably, the Spyne™ array probe excels at low-frequency corrosion detection, covering 200 millimeters (8 inches) in one scan.
Enhanced Inspection Precision with Reliable ECA Data Encoding and Array Configuration
The array configuration ensures consistent indexing of coil rows, promoting comprehensive and systematic surface coverage. ECA data encoding simplifies defect localization compared to conventional eddy current testing probes and enhances surface contact flatness during the NDT inspection.
Effortless Analysis with ECA Technology for Precise Anomaly Assessment
ECA technology empowers operators to conduct meticulous evaluations of localized anomalies, such as pitting, as well as broader degradation, like thinning. Eddy current array's C-scan imaging offers a significantly more user-friendly and intuitive analysis compared to traditional strip charts, bolstering operators' trust in their reporting.
Minimal Surface Preparation for Pre and Post-Test Procedures
Eddy current array offers the advantage of inspecting surfaces without the need for introducing external substances such as couplant or magnetic particles. Furthermore, it proves invaluable for inspecting aluminum surfaces even when direct access to the underlying material is not possible. This inspection capability is particularly useful when seeking to identify internal defects concealed beneath insulating coatings.
Custom ECA Probes for Diverse Applications
Our custom eddy current array probes offer versatility like no other. They can be seamlessly adapted to a wide range of surface textures, geometries, and dimensions. The key to this adaptability lies in our precise machining process, where an array of small coil sensors is carefully placed within a housing that precisely matches the shape of the surface you need to inspect.
For more complex shapes and curvatures, our advanced flexible ECA probes, such as the P-Flex, can be curved and shaped into a probe holder that perfectly matches your desired configuration. No matter the application, Eddyfi Technologies possesses the skills and expertise needed to design and manufacture high-performance custom probes, even for the most challenging inspection requirements.
Advanced ECA Capabilities with Specialized Instruments
The enhanced capabilities of an ECA probe, including the added number of channels, demand a powerful test instrument. We recommend the Ectane® 3 and/or Reddy® for this purpose. These industry-leading instruments, when combined with our Magnifi® software, provide a comprehensive solution for recording, archiving, and analyzing ECA data.
Our suite of analysis tools simplifies automated defect detection and depth measurements, while also offering intuitive reporting options. When you choose Eddyfi Technologies for your ECA needs, you're investing in cutting-edge technology that ensures the highest level of inspection accuracy.
Case(s) in point here...
Application Case: Storage Tank Inspection
Storage tanks come in various shapes, sizes, and materials. As a case study, an aluminum tank floor approximately 5.2 meters (17 feet) in diameter, with a slight concave shape, was inspected. Due to typical in-service inspection challenges, the far side of the tank floor was inaccessible for direct examination.
The ECA sensors chosen for this application were 6 millimeters (0.236 inches) with a frequency between 0.6 and 20 kHz. Such a low frequency range was necessary to penetrate through and reach the far side of the 6 to 8mm (0.250 to 0.315in) tank floor.
A semi-flexible ECA solution was first tested on a calibration plate with artificial far-side flaws to validate the NDT inspection solution’s performance. The signal’s phase angle was used in the analysis software to assess the extent of the corrosion and discriminate between near-surface and far-side defects. The results are shown below.
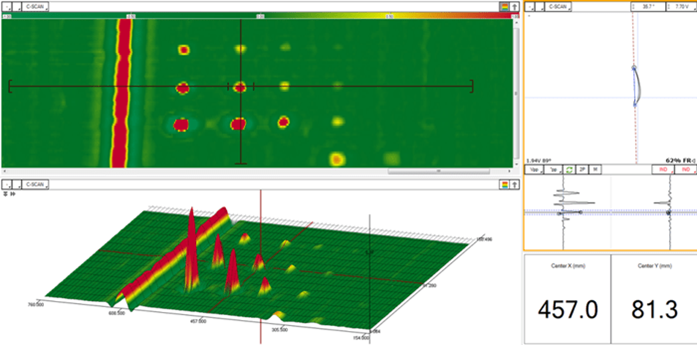
The ECA probe can clearly detect the pitting-like indications in the calibration plate. Each vertical column contains flat-bottomed holes (FBH) of 80%, 60%, 40%, and 20% depth (respectively, left to right). FBH in each horizontal row have the following diameters (from top to bottom):
- First row: 1.6mm (0.0625in)
- Second row: 3.2mm (0.125in)
- Third row: 6.4mm (0.25in)
During the inspection of the aluminum tank, heavily degraded tank floor plates were uncovered, as illustrated in the following C-scan image.
Application Case: Ship Deck and Hull Inspection
Since the 1800s, aluminum has been an attractive choice for marine shipbuilding due to its significant weight reduction benefits. However, concerns about saltwater and sea spray corrosion hindered the widespread use of aluminum hulls until recent advancements in materials science mitigated these issues. With growing emphasis on carbon targets to enhance recyclability and reduce fuel consumption, aluminum ships have once again captured the industry's attention.
To address this evolving market, Eddyfi Technologies has assessed the feasibility of utilizing eddy current array technology to inspect aluminum decks and hulls for salt-related corrosion. We developed and experimentally validated an ECA probe, using a series of 18 artificial corrosion defects in ship component mockups as testing grounds.
This ECA solution was proven capable of:
- Inspecting both bare metal and aluminum parts covered by composite coatings of variable thickness, up 35mm (1.38in) thick.
- Estimating the coating thickness though an automatic liftoff signal analysis tool integrated in Magnifi, with an average accuracy within 4%.
- Estimating both the depth and volume of corrosion defects regardless of the presence of the composite coating, with an average accuracy within about 10%, combining the custom liftoff signal analysis and sizing curves integrated in Magnifi.
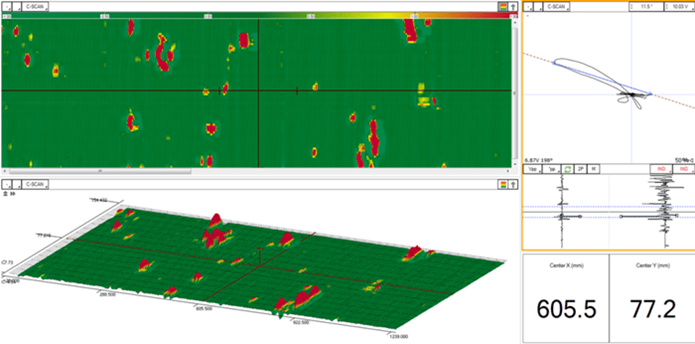
By exploiting the capabilities of Magnifi, the concept of an inspection methodology and setup was proposed to provide a smooth and intuitive user experience. The C-scan in the image below shows a color-coded overview of the defects mapped. The estimated defect volumes and depths are automatically displayed in the bottom right corner for each individual defect selected.
Rest Well with Confident Decision Making
ECA rises to the challenge of detecting corrosion without direct access to the surface under test, offering several considerable benefits:
- Rapidly scanning large regions of interest cuts down the time it takes to perform inspections.
- The capacity of ECA technology to adapt to various geometries makes it considerably more versatile than others.
- ECA enables operators to perform high-precision assessments of localized indications (e.g., pitting) and general degradation (e.g., thinning).
- The C-scan imaging possible with ECA technology is much easier to analyze than conventional imaging, giving operators confidence with little ECA knowledge about their assessments.
- The full data recording and archiving capabilities that come with ECA technology are great for in-depth post-inspection analysis, defect evolution monitoring, and more.
Why settle for rusty old routines when the remarkable capabilities of ECA technology are reshaping the landscape of NDT? As industries continue to seek advanced methods for maintaining the integrity of their aluminum structures, ECA stands as a testament to technological progress, providing both efficiency and confidence in the inspection process. Explore a wide array of NDT solutions, applied to aluminum-based aircraft and spacecraft components, laser welds, friction stir welds, aluminum recycling systems.
Find pricing at the online eStore, and expand your knowledge at the Eddyfi Academy. Contact our team of experts to discuss your next inspection campaign and stay Beyond Current.
Author: Michael Sirois