La technique de la méthode de focalisation totale (TFM) a été introduite dans les codes ASME en 2019. Elle est aujourd'hui utilisée par de nombreux clients pour diverses applications telles que l'inspection des soudures, l'attaque par l'hydrogène à haute température (HTHA) et la fissuration induite par l'hydrogène (HIC). Pour ces applications, les opérateurs attendent un niveau de productivité et de sensibilité compatible avec leurs exigences d'inspection en termes de disponibilité des actifs et de taille des défauts. Il est donc important de proposer une technique qui réponde à ces exigences.
La TFM est une technique de reconstruction qui concentre l'énergie ultrasonore dans chaque pixel d'une région d'intérêt (ROI). Elle offre une résolution spatiale optimale et une sensibilité améliorée pour la détection de petites indications. La TFM est très similaire aux microscopes optiques ou aux télescopes : plus le diamètre de la lentille ou son ouverture est grand, plus la résolution est élevée. La TFM fonctionne sur le même principe : la résolution spatiale de la méthode augmente avec une plus grande ouverture, c'est-à-dire avec un plus grand nombre d'éléments.
La plupart des systèmes portables à réseau phasé disponibles sur le marché calculent la TFM à partir d'une capture de matrice complète (FMC) élémentaire, un processus d'acquisition de données pour lequel chaque élément d'un réseau (N éléments) est successivement utilisé comme émetteur, tandis que tous les éléments sont utilisés comme récepteurs pour chaque impulsion transmise. Le résultat du processus d'acquisition FMC est généralement présenté sous la forme d'un tableau N x N à deux axes, l'un représentant le modèle d'émission et l'autre le modèle de réception. Le processus FMC est expliqué dans la vidéo suivante.
La vitesse de balayage est souvent citée comme un inconvénient de la FMC/TFM, car les systèmes doivent déclencher tous les éléments individuellement pour enregistrer l'ensemble de la FMC. L'architecture du système a un impact important sur la productivité. La plupart des systèmes dotés d'une architecture 32:128 ne peuvent enregistrer les informations acoustiques que sur 32 canaux, ce qui les oblige à déclencher deux fois tous les éléments pour enregistrer un TFM complet de 64 éléments. Cela entraîne une diminution de la vitesse de balayage d'un facteur 2, ce qui rend les inspections difficiles sur le terrain. C'est pourquoi le Cypher® offre une architecture qui permet d'enregistrer des données sur 64 éléments simultanément, ce qui permet d'obtenir une vitesse de balayage optimale pour une configuration de réseau donnée. Grâce à son expérience en matière de TFM, Eddyfi Technologies a apporté plusieurs améliorations à la vitesse par le biais de mises à jour logicielles, ce qui en fait le TFM le plus rapide sur un système portable de contrôle par ultrasons à réseaux phasés (PAUT).
L'une des façons d'améliorer la vitesse de balayage est de réduire le nombre d'excitations. La réduction du nombre d'éléments du réseau n'est pas idéale car elle réduirait l'ouverture globale et donc l'efficacité de la méthode TFM. Eddyfi Technologies a mis en œuvre une nouvelle technique d'acquisition de données pour la TFM, appelée Plane Wave Imaging (PWI). Cette technique est issue du monde médical où elle a été testée de manière approfondie.
L'acquisition consiste à tirer simultanément sur tous les éléments du réseau selon plusieurs angles, comme un balayage sectoriel, alors que tous les éléments reçoivent individuellement. Une TFM est ensuite réalisée de la même manière que précédemment, ce qui permet d'améliorer la productivité tout en conservant la résolution spatiale optimale que l'on connaît à la TFM.
La vidéo suivante explique le principe du PWI.
A la fin du processus d'acquisition des données PWI, la matrice résultante contient des A-scans élémentaires M × N contre N x N pour la FMC, où M est le nombre d'angles et N le nombre d'éléments. Bien entendu, l'idée ici est d'avoir M angles aussi petits que possible pour améliorer la productivité tout en conservant une image d'une résolution et d'une sensibilité suffisantes.
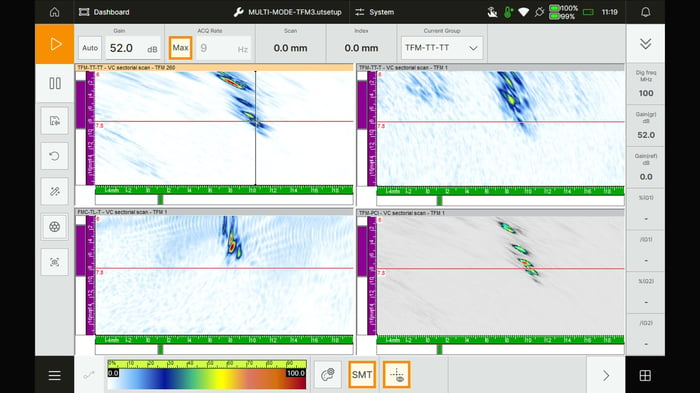
L'image suivante montre comment PWI est configuré sur le Cypher. Dans cet exemple, nous examinons une soudure en V de 25 mm (1 in). Nous avons utilisé une sonde 64L5-G3 avec un coin SW55. Nous avons défini six angles entre 42 et 82 degrés pour couvrir la soudure directement et lors de l'inspection de la deuxième jambe. La zone TFM, calculée pour le mode TT, a également été dimensionnée et positionnée de manière à couvrir complètement la soudure et la zone affectée thermiquement (HAZ). Il en résulte une zone TFM de 44 x 51 mm (1,7 x 2 in). Le nombre de pixels est déterminé à l'aide de l'assistant de fidélité à l'amplitude, expliqué ici, afin de respecter une chute d'amplitude inférieure à 2 dB.
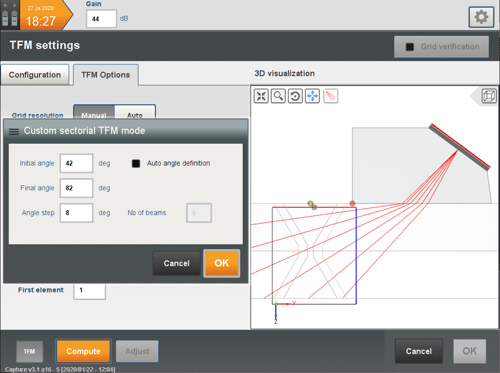
On peut voir que le PWI ressemble beaucoup à un balayage sectoriel pour PAUT. L'utilisateur définit les angles minimum et maximum ainsi que le pas d'angle. Les angles faibles sont utilisés pour inspecter le biseau et le volume de la soudure après un rebond sur la paroi arrière, tandis que les angles élevés sont utilisés pour inspecter la racine de la soudure. Les personnes familiarisées avec l'inspection PAUT peuvent utiliser le PWI immédiatement, et il n'est pas nécessaire de se préoccuper de l'endroit où concentrer l'énergie, car le TFM se concentre partout dans la région d'intérêt.
Pour évaluer les performances de la PWI, nous l'avons comparée à la FMC/TFM pour l'inspection de la soudure mentionnée ci-dessus. Nous avons utilisé la même taille de TFM avec le même nombre de pixels dans les deux cas. Pour la PWI, le nombre d'angles est limité à six, ce qui représente une baisse significative par rapport aux 64 excitations requises pour l'acquisition FMC/TFM, et nous avons bien sûr utilisé les 64 éléments de la matrice dans les deux cas. Toutes les étapes de l'étalonnage ont été réalisées pour les deux techniques en suivant les normes :
- Vérification des éléments et compensation de la sensibilité
- Calibration du retard de la cale
- Calcul TFM/PWI
- Fidélité de l'amplitude
- Gain corrigé dans le temps (TCG)
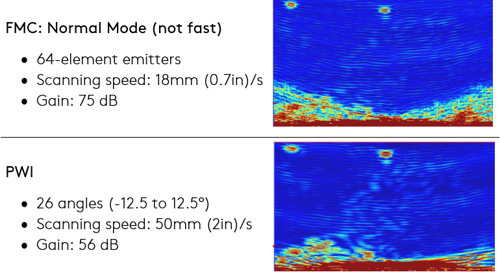
L'acquisition de points de données tous les 1 mm (0.04 in) à l'aide d'un encodeur permet d'obtenir une vitesse de balayage de 135 mm (5.31 in) par seconde pour le PWI, ce qui représente une amélioration significative par rapport à un FMC/TFM normal de 16 mm (0.63 in) par seconde. Le Gekko est équipé d'un mode FMC/TFM rapide qui peut encore améliorer la vitesse jusqu'à 55 mm par seconde dans cette configuration. Nous pouvons constater l'importante amélioration de la productivité apportée par le PWI :
- FMC/TFM normal : 16 mm/s
- FMC/TFM rapide : 55 mm/s
- PWI/TFM : 135 mm/s
À ce stade, il convient de noter qu'un système 32:128 qui n'enregistre pas les données sur les 64 éléments simultanément verrait une vitesse de 8 mm par seconde pour la même configuration.
La vidéo suivante montre l'acquisition à l'aide du PWI.
Nous avons comparé la qualité des images obtenues avec les deux techniques TFM. L'image du haut montre les résultats obtenus avec le FMC/TFM et celle du bas avec le PWI/TFM. Nous pouvons constater que les résultats sont identiques : les trois défauts (fissure de la racine, fissure de la pointe et fissure le long de la face de fusion) sont détectés. Les images manquantes sur le balayage C des données FMC/TFM sont dues à la difficulté de déplacer la sonde à une vitesse constante de 16 mm par seconde.
La PWI offre la même résolution spatiale que la TFM avec une grande amélioration de la productivité.
Un autre avantage de la PWI est l'augmentation potentielle de la sensibilité. Lors de l'exécution de la FMC/TFM, nous tirons chaque élément individuellement. Alors que le processus de reconstruction utilise les 64 éléments, l'excitation d'un seul élément peut s'avérer insuffisante lors de l'inspection de structures épaisses et/ou de matériaux bruyants. Dans le cas de la PWI, nous mettons à feu tous les éléments en même temps, ce qui envoie plus d'énergie dans la pièce. Le niveau d'énergie global, et donc la sensibilité, dépendent du nombre d'angles utilisés pendant le processus PWI/TFM.
Nous comparons ici le FMC//TFM au PWI/TFM pour une inspection HTHA. Nous avons utilisé un échantillon contenant des microfissures le long de la surface du diamètre intérieur (ID) ; une micrographie de cette surface est présentée dans les figures suivantes. La micrographie a été prise le long de la paroi arrière de l'échantillon. Les configurations utilisées pour la comparaison sont résumées dans le tableau suivant, ainsi que les images TFM obtenues pour le FMC (en haut) et le PWI (en bas), respectivement. Nous avons utilisé une sonde 64L10-G2 (pas de 0,3 mm/0,01 in) avec un TFM contenant 92 kpixels.
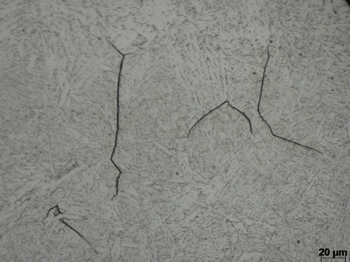
Une fois de plus, nous pouvons constater que les images TFM obtenues à partir de l'acquisition de données FMC et PWI sont similaires, à l'exception du gain utilisé pour PWI qui est inférieur d'environ 20 dB, ce qui permet d'obtenir un meilleur rapport signal/bruit (SNR). Le signal fort le long de la paroi arrière (coin inférieur gauche de l'image PWI) est dû à la HTHA visible dans la micrographie. Pour cette position particulière, la FMC/TFM produit des figures de diffraction qui couvrent les indications, ce qui rend difficile la visualisation de la HTHA. Nous pouvons également commencer à voir des microfissures se propager dans l'épaisseur du matériau sur l'image PWI. L'amélioration de la sensibilité permet de détecter des indications plus petites. La productivité est également améliorée pour cette configuration car nous avons utilisé environ 2 à 3 fois moins d'excitations.
La PWI offre la même résolution spatiale que la FMC/TFM avec une amélioration de la productivité et de la sensibilité. L'opérateur peut ajuster le nombre d'angles afin de choisir le meilleur compromis entre la vitesse de balayage et le rapport signal/bruit pour une plus grande flexibilité dans ses inspections.
L'utilisation de la PWI présente un autre avantage : la possibilité de sauvegarder les balayages A élémentaires qui constituent la matrice utilisée pour la reconstruction de la TFM. Certains systèmes proposent d'enregistrer les données FMC et de calculer le TFM après traitement. L'enregistrement des balayages A élémentaires offre l'avantage de pouvoir recalculer le TFM avec n'importe quel mode, en redimensionnant et en déplaçant la région d'intérêt du TFM. Cependant, ce processus souffre de plusieurs problèmes :
- L'enregistrement des données élémentaires complètes ralentit considérablement l'inspection, car des dizaines de Mo doivent transiter vers le disque dur du système par différents ports.
- Les systèmes qui ne peuvent pas afficher le TFM en temps réel ne peuvent pas fournir d'indication sur la qualité des données enregistrées. Les inspecteurs peuvent être amenés à enregistrer à nouveau les données après avoir calculé le TFM sur un PC externe.
- Un autre inconvénient est la quantité de données enregistrées. Par exemple, l'inspection de la soudure en V mentionnée précédemment sur un tuyau de 508 mm (20 in) avec des points de données tous les 1 mm (0,04 in) donnerait lieu à des fichiers de données de près de 50 Go, ce qui n'est pas réaliste sur le terrain.
En réduisant le nombre d'excitations, le PWI réduit considérablement la quantité de données si l'on souhaite enregistrer les signaux élémentaires M x N. Pour la conduite de 508 mm (20 pouces) et les six angles mentionnés précédemment, la quantité de données diminuerait d'un facteur 10. Même si elle reste importante, elle devient plus facile à gérer. Les données peuvent être post-traitées avec CIVA Analysis ; nous fournissons également une bibliothèque gratuite pour les clients qui utilisent leur propre logiciel.
Prêt à relever le niveau de vos inspections TFM et à rester à la pointe de la technologie? Contactez-nous dès maintenant pour découvrir les solutions d'Eddyfi Technologies pour des évaluations meilleures et plus rapides !