
When designing a nozzle weld inspection strategy, it is important to ensure that:
-
The skewing effect of the saddle surface is compensated for to ensure beam interaction throughout the full weld volume and near specular reflection at regions of interest back to the sensor (Figure 1 shows beam skew at the 45-degree clock position).
-
There is adequate coverage of the weld volume for all scan positions considering the change in interaction around the nozzle geometry.
-
Beams can interact appropriately with the fusion faces of the weld and full weld volumes. For welds with preparation on the parent vessel this will require skipping off the back surface in most cases, requiring correct calculation for each rotational position with respect to changing front and back wall curvature.
-
Indications in the resultant data are plotted correctly in relation to the 3D volume for characterization, correct location, and sizing. Tools for 'slicing' the model are a great benefit to aid in isolation of indications in the full component volume and therefore in sizing and characterization.
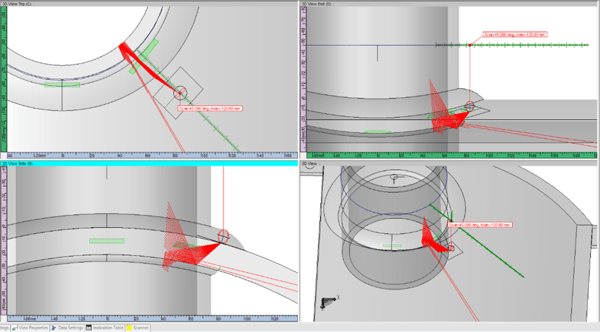
Figure 1: Beam skewing effect at 45-degree rotational position on saddle geometry
Nozzle Reference Part & Scanner
For this example, a reference part belonging to Phoenix ISL was used. This is a Sonaspection made nozzle component with embedded flaws.
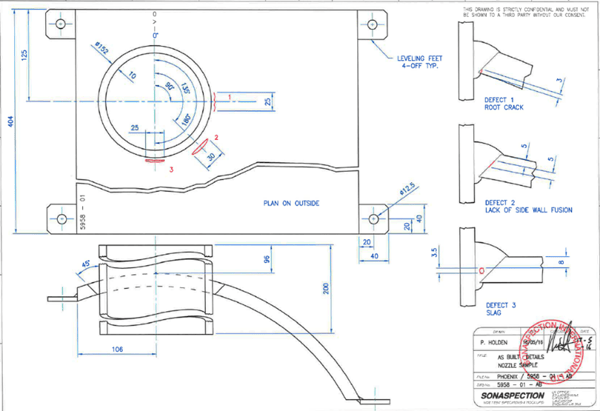
Figure 2: Sonaspection nozzle sample drawing
Flaws present:
-
Root crack
-
Lack of side wall fusion
-
Slag
The scanner used in this test is the Phoenix ISL motorised NozzleScan.
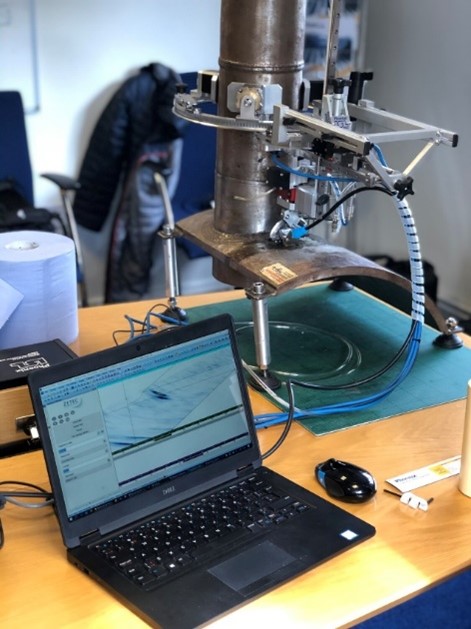
Figure 3: Test setup
The instrument used in this inspection is Eddyfi Technologies TOPAZ® 64 remotely operated from the UltraVision® 3 software.
Design of inspection with 3D component
To design the inspection considering the 3D geometry of the component, UltraVision 3D allows direct import of the component in 3D CAD format (SAT file). This gives access to a range of tools to assist in correct inspection development as well as acquisition and analysis.
After importing the model, artificial defects can be inserted as shown in green in Figure 4; they are positioned and sized in line with the plan supplied with the Sonaspection report.
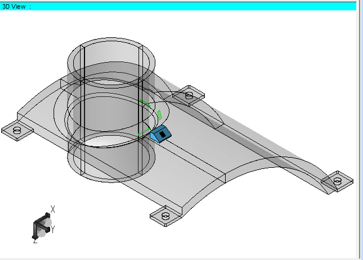
Figure 4: 3D model in UltraVision with postulated flaws
From here we can ask the software to simulate specular rays from the defect faces to determine the optimum position of the probe on the inspection surface as well as beam refracted and skew angle for optimal detection.
Scanner simulation
It is important that the behavior of the scanner is accurately accounted for when it comes to the collection of data on a complex specimen; one must ensure that when analyzing, the data is plotted correctly in relation to the part. For this study we can model a 'polar' scanner in UltraVision, which is in-line with the scanner used, having a scan axis rotating around the nozzle as well as an index axis emanating from it.
Inspection strategy and probe selection
To ensure adequate coverage of the weld, and to compensate for the skewing effect of the saddle geometry, multiple beam skew angles must be used. Options to achieve this include manually skewing a standard 1D PA probe, or automatic skewing of the probe by use of a motor driven skew axis. Drawbacks of these methods are that they require either multiple scans to be conducted around the nozzle or a complex automated scanning mechanism and programmed scanning sequence to achieve it.
2D matrix array for simultaneous multiple skew angles

Figure 5: 2D matrix array mounted in nozzle scanner
The approach taken for this study is instead to use a 2D matrix array probe to conduct multiple skew angles electronically in a single probe orientation, allowing all relevant data to be captured in a one-scan sequence, without the need to physically skew the probe.
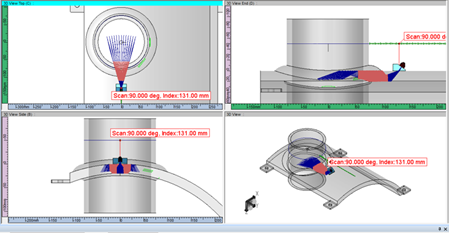
Figure 6: Ray tracing of electronic beam skewing
Figure 6 shows the skew angles generated from -15 to +15 degrees skew for all swept angles in the primary axis (40 SW to 70 SW) in a single probe position.
Coverage map
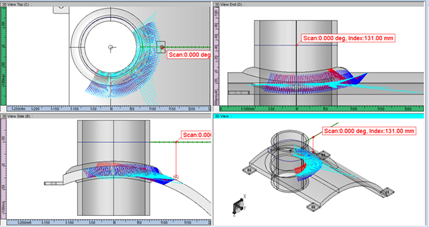
Figure 7: Coverage map from ray tracing showing rays for three selected beams for all scan positions
Once we have postulated a set of focal laws, we need to understand how these change and interact with the weld as the probe moves around the nozzle. In some cases, focal laws that appear to cover the weld in one rotational position can completely miss the weld in other positions. Here we can make use of UltraVision’s coverage map tool.
The coverage map helps us assess adequate coverage of the weld volume for all scan positions and all beam angles. The software recreates the path of the probe on the surface considering the scanner properties and sequence creating a set of rays for each requested angle and skew which can be overlaid to show overall inspection coverage.
Acquisition
A video of the live acquisition can be seen in Figure 8. As can be seen in the video, for this particular configuration it is possible to scan the weld from a single index offset, in one pass and without mechanical skewing of the probe.
Figure 8: Video of inspection sequence
Analysis
Data can be viewed uncorrected per skew angle or merged into one data set. The merged data views greatly assist in detection and interpretation as it accounts for all beams and skew angles, with their respective beam direction and sound path considered. Figure 9 shows the merged data with C-scan, B-scan, and End views.
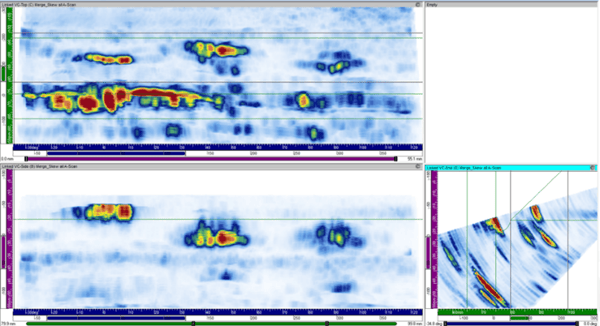
Figure 9: Merged C-B-End views
The three indications can be clearly seen in the merged data, and the overlay assists with indication positioning. However, to truly position the defect considering the surface profile, back wall profile, weld geometry and beam angles for all positions, we use UltraVision's advanced 3D data plotting tools to plot the ultrasonic data into the 3D component environment using all essential parameters.
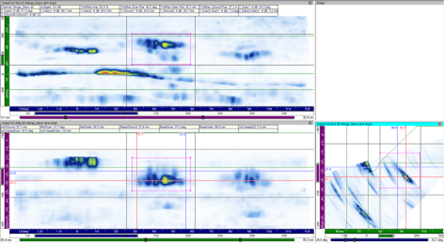
Figure 10: Volumetric data selection for 3D data plotting
Indications can be measured and reported using 3D contour selection with automatic dB drop sizing used where appropriate.
Analysis in the 3D environment
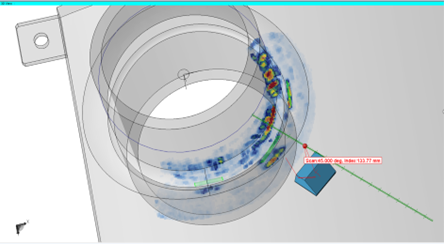
Figure 11: 3D data presentation
Processing the data into the 3D environment using UltraVision’s 3D data plotting tool allows for accurate location of indications and geometrical echoes, assisting in correct characterization and location of indications found.
3D cutting planes
The use of 3D cutting planes in UltraVision’s 3D views allows analysis of complex components, isolating the cross-sectional view for each position and therefore assisting in location of the indication, in this case within the weld volume.
Figure 12 shows the cutting plane rotating around the nozzle and the corresponding cross-sectional view.
Figure 12: Video showing 3D view cutiting and isolation of cross-sectional view
Conclusion
Inspection of nozzles and other complex geometry components with phased array can be challenging and using basic PA tools can lead to the false conclusion that full volume coverage is being achieved. When in practice, this may not be the case and there is the potential for flaws to be missed. Using inspection software such as UltraVision 3D, offers the ability to carry out full design, validation, and analysis of data in a single 3D environment, ensuring an optimum and efficient inspection technique showcased in this webinar.
For more information contact us on this phased array inspection technique and how to achieve adequate coverage on complex components.