
Corrosion Pitting in Stainless Steel Surfaces
Let’s start with a very common inspection scenario: the detection of corrosion pitting in stainless steel. While Eddyfi Technologies’ magnetic flux leakage (MFL) Pipescan HD is undeniably the leading technology for detecting pitting in carbon steel, it cannot operate on non-ferromagnetic surfaces like stainless steel. On the other hand, ECA probes can be used on both types of materials and allow for a particularly high resolution in terms of detectable flaw size. Corrosion in stainless steel is often highly localized and takes the form of small cavities that can rapidly reach a significant depth despite being of submillimeter size. This pitting will act as crack initiation sites if left unchecked.
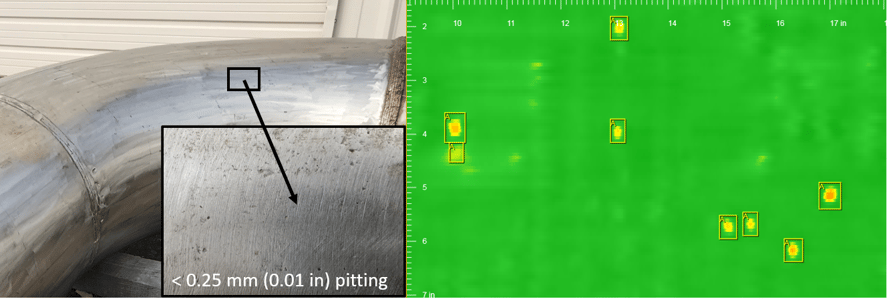
ECA is often used in lieu of penetrant testing (PT) due to its speed (10 to 100 times that of PT), its low user dependency, and its ability to generate a digital and encoded corrosion mapping of the asset. The figure below shows an example of a C-scan with indications of corrosion pitting less than 0.25 millimeters (0.01 inches) at the surface of stainless steel piping.
In non-ferromagnetic materials, ECA can also detect corrosion pitting on the back side of a wall up to 6 millimeters (0.25 inches) thick. The advantage of using ECA for far-side corrosion detection is the possibility to use the phase of the signal for depth evaluation. The figure below shows an example of phase shift from three corrosion pits of 25%, 50%, and 75% depth. Using these three calibration points, Magnifi® software can generate a sizing curve to automatically provide a depth evaluation of each detected indication.

Inspection of Braided Wires Under Insulation
Another scenario in which ECA truly shines is the inspection of braided wires. Carbon steel braided wires are used in flexible ducts and hoses due to their high ductility. They are typically protected from the surrounding environment with a thin watertight polymer coating to avoid the infiltration of humidity that would rapidly induce corrosion and structural damage. ECA can be used to detect the presence of corroded wires through the coating with an inspection speed up to 50 meters (165 feet) per minute. In the absence of corrosion, ECA saves a lot of time and effort by avoiding the removal and replacement of a perfectly sound coating.
In the figure below, the top C-scan shows the raw scan data in which the braided pattern is clearly visible. Due to its regularity, this pattern can easily be filtered out of the signal to enhance the signal of the corrosion (orange indication in the bottom C-scan).

When Corrosion and Cracks Cohabit
To the detriment of integrity managers, corrosion and cracks are often closely linked to one another. From an NDT perspective, this brings the need for multi-purpose solutions that are not only able to detect both corrosion and cracks, but more importantly, to discriminate each type of indication. A good example of this challenge is often met with the Spyne™ probe. The Spyne is most commonly used for the inspection of carbon steel pipelines, tank floors, and tank walls. All these surfaces can be threatened by stress corrosion cracking (SCC) which, by definition, develops and grows in the presence of corrosion. This results in ECA data in which indications of corrosion pits and cracks are mixed together.
The top C-scan in the figure below has its cursor positioned on an indication of SCC. It is characterized by a straight signal shape oriented around 60 degrees in the impedance plane. By using a basic signal threshold (red horizontal line in the impedance plane), all such indications of SCC are reported automatically in boxes in the C-scan. However, this has the limitation of also reporting indications of sharp-edged corrosion without differentiating them from SCC. In the bottom C-scan, the cursor is now positioned on an indication of corrosion: unlike SCC, it is characterized by a hooked shape and a low phase around 20 degrees. In this example, the analyst has taken advantage of Magnifi’s quadrant shaped detection threshold to report only the SCC indications while discarding the low-phase signal of sharp edged corrosion.

Instead of signal differentiation, the detection of corrosion can be separated from the detection of cracks by using an ECA probe with two independent arrays of sensors, each optimized for the detection of a specific type of flaw. The C-scans below present an example obtained on aircraft longerons with one of these dual probes. Longerons are prone both to subsurface corrosion (detected with an array of low frequency coils: top C-scan) and fatigue cracks around the fasteners (detected with a second independent array of small high frequency coils: bottom C-scan). Using a single NDT technique for the detection of these two very different integrity threats is a feat that could not have been achieved without the recent technological advances of ECA.


Custom Capabilities for Corrosion Detection
Eddyfi Technologies has proven its expertise in the development of custom ECA solutions tailored for the detection and identification of corrosion in a wide variety of components and materials. With its quantitative assisted analysis tools, Magnifi combines perfectly with these custom probes and the Ectane® 3 or Reddy® electronics to offer a complete and reliable inspection solution.
Our engineering experts are always eager for new challenging eddy current applications. And when it comes to volumetric corrosion detection, Eddyfi Technologies also offers leading-edge phased array technologies (check out our application solutions featuring phased array corrosion mapping solutions here). Whichever way you look, we have your advanced NDT needs covered. Contact us with your specific questions or requests today, and stay Beyond Current.