
Following from our application note on inspecting in-service Electric Resistance Welded (ERW) pipelines with Total Focusing Method (TFM) without slowing down, we focus on the solution packages Eddyfi Technologies offers for the inspection requirement of:
-
ERW pipeline
-
Seamed pipework
-
Vessel seams
-
Cross-checking indications located by Magnetic Flux Leakage (MFL) and guided wave screening tools.
Considering each of the diverse applications above, operators will only need slight changes in setup and probe selection to cover a wide range of defect mechanisms, wall thicknesses, and diameter ranges.

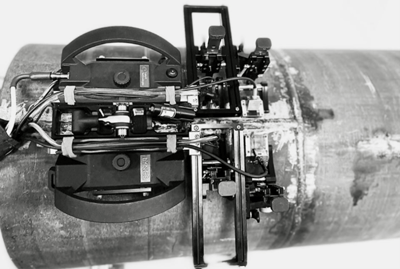
Image 1: Inspection of seamed pipework utilizing LYNCS AXIAL and Mantis
In addition to the currently available options, the LYNCS scanner has been designed as a building block for future applications. Eddyfi Technologies continues to increase functionality with cost effective accessories that widen the scope of inspection which now includes the much-anticipated LYNCS AXIAL for longitudinal applications.
Image 2: Data collection of LYNCS AXIAL
LYNCS AXIAL is a bolt-on option for the weld inspection package, LYNCS WI. Additional capabilities include weld inspection (PAUT, Time-of-Flight-Diffraction or TOFD, and TFM) of seamed pipework such as electric resistance welded pipes and vessel seam welds, both ferrous and non-ferrous.
The uniqueness of the LYNCS is its ability to offer multiple applications often required on a single scope of work for in-service inspection campaigns. The new LYNCS AXIAL design provides rapid and absolute adjustment through diameter ranges starting at 50 millimeters (2 inches) to flat plate for longitudinal inspection. This scanner can be re-configured within minutes to setup for LYNCS-WI mode and scan circumferential welds from 100 millimeters (4 inches) to flat.
 Figure 3: LYNCS AXIAL in 4 probe arrangement
Figure 3: LYNCS AXIAL in 4 probe arrangement
Electric Resistance Welding

Electric resistance welding has been used for decades to make reliable pipelines with clean bond lines. However, electric resistance welding is not a magical process, and it comes as no surprise to see that the axial seam is typically the most critical area on aging pipes. Inspection of in-service pipelines is often conducted using in-line inspection (ILI) tools using sophisticated devices also referred to as ‘smart pigs’. In general, ILI tools are excellent for detecting defects and can often quantify the severity, but further assessment is typically required which means that miles and miles of pipelines need to be excavated and examined. Considering the effort involved, industry seeks a non-destructive testing (NDT) solution that reduces risk while minimizing downtime.
Given the critical nature of this infrastructure, understanding the structural integrity of pipelines including their damage mechanisms like evidence of cracking and welding defects is paramount. Advanced data acquisition and analysis software helps inspectors account for pipe radius and Circumferential Outside Diameter (COD) for the axial scan probe configuration used for scanning ERW seams. Capture™ software integrated in the Gekko and Mantis provides all the tools to deal with COD wedges (calibration), scan plan definition, delay law calculator, and imagery to take into account the curvature of the component and reposition echoes coming from indications correctly.
With TFM and hybrid methods implemented on Mantis and Gekko instruments, operators can optimize their ultrasonic testing settings for the best inspection results, even on shallow cracking to the order of 0.5 millimeters (0.020 inches). All the calibration assistants ([wedge delay, Time Corrected Gain (TCG), etc.] are available for COD wedges, further reducing configuration time and enhancing the precision one can achieve on small hook cracks, for example.
Ultimately, advanced equipment allows ERW seams to be scanned with TFM in a single pass for some configurations, with full thickness coverage providing complete high-resolution data rapidly thanks to an impressive scanning speed in the range of 75 millimeters (3 inches) per second. It is also worth noting that both Gekko and Mantis are compatible with most commercially available scanners to provide 3D renderings of inspection data directly on the portable instruments. TFM is regarded as orientation independent and is better suited for detecting misaligned or unfavorably orientated defects. Below are examples of TFM data sets on OD cracks and PAUT data on an ERW sample. Note the higher resolution of the TFM when compared to the PAUT data sets.
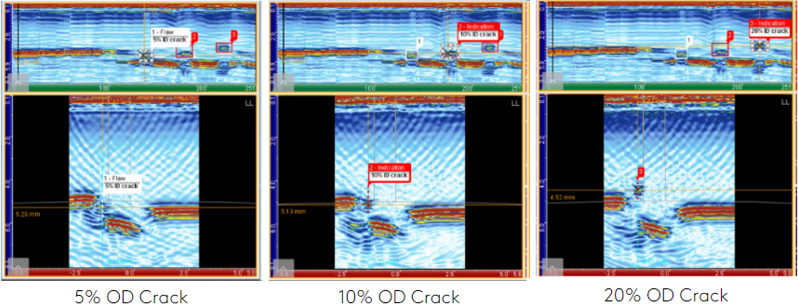
Figure 5: TFM data sets of OD crack sample
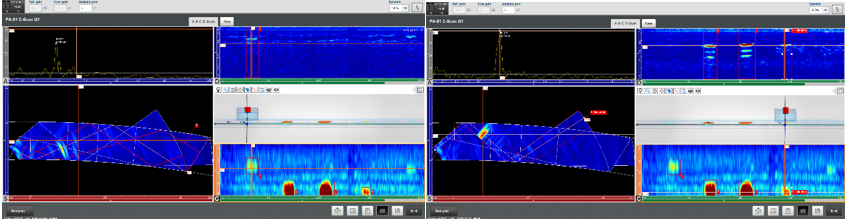
Figure 6: PAUT data sets of ERW sample; use of rebound viewing option for ease of defect positional information
Seam Welds – Pipe & Vessels
During construction and while in-service, welds must be tested using a volumetric method of NDT to ensure that impurities and defects are detected throughout the full body of the welded joint.
PAUT and TOFD have quickly become the go-to technology for both fabrication welding and in-service inspection. In addition, Full Matrix Capture (FMC), TFM, Plane Wave Imaging (PWI), and assisted defect analysis have taken advanced UT to another level.
Many welds do not have 100 percent access to both sides, so the ability to adjust the LYNCS for one-sided access is very important for increased scope utilization.
The majority of these welds highlighted for inspection would be of a circumferential orientation but now with the LYNCS AXIAL bolt-on, an inspection team only needs to take one scanner and one instrument to perform the required testing.
Cross-check of MFL & Guided Wave Methods

In circumstances where there is a demand for high productivity or assessment of buried or inaccessible pipelines, MFL and guided wave methods would be the favored inspection techniques.
While both have advantages within their own right, they are considered to be screening tools and therefore would require techniques such as TFM, PAUT, or TOFD to provide quantifiable information of the indications located on long lengths of seamless pipe. A perfect solution to quantify guided wave and MFL data is to use TOFD with the transmit-and-receive probe positioning either side of the defect. In certain circumstances, TOFD is regarded as the most accurate form of ultrasonic testing and with the LYNCS AXIAL, even small diameter pipe can be tested with TOFD. Check out this blog featuring the Pipescan HD which talks about how to qualify before you quantify.
The search is over for a modular scanner that offers multifunctionality and fantastic return on investment. Contact our team to discuss implementing the LYNCS in your next NDT operations today and stay Beyond Current.