Wet hydrogen sulfide service damage is frequently seen in carbon and low alloy steel equipment contained within facilities that produce hydrocarbons, such as the oil and gas, chemical, and petrochemical industries. Assets that are in an aqueous sour environment that combines H2S content greater than 50 ppm and temperatures below 82° C (180° F) are particularly susceptible to wet H2S damage. Older or “dirty” steels are more prone to wet H2S damage because they generally have more volumetric inclusions, laminations, and original fabrication imperfections in both base metal and weld deposit regions. Wet H2S damage is observed more in pressure vessel shells, tanks, or sections of larger diameter longitudinal seam-welded piping components than conventional seamless piping, tubing, or forgings
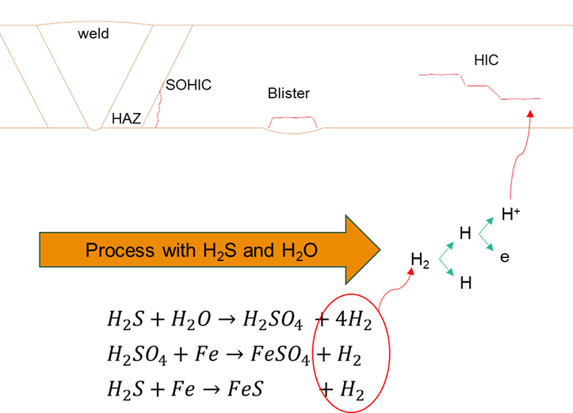
In the presence of moisture, H2S interacts with the iron of the steel wall releasing hydrogen into the oil stream. The hydrogen diffuses into the steel, coalescing to form molecular hydrogen at discontinuities. Over time, more and more hydrogen becomes trapped building up pressure thus stress in the steel leading to local failure. Here are some of the various defects that can be observed:
- Stress causes cracks that are generally laminar and oriented parallel to the inside and outside surfaces of the component. Over time, these cracks tend to join due to internal pressure build-up and possibly local stress fields in damaged regions propagating through the thickness of the component. This is known as Hydrogen Induced Cracking (HIC) or stepwise cracking.
- If the lamination occurs near the surface, we can end up with a blister rising from the inside surface, outside surface, or within the wall thickness of pressure equipment. Additionally, cracks can extend from the perimeter of a blister, potentially propagating in the through-wall direction, especially near welds.
- Stress Oriented Hydrogen Induced Cracking (SOHIC) appears as arrays of cracks stacked on top of each other potentially resulting in a through-thickness crack around the base metal directly adjacent to the Heat Affected Zone (HAZ).
When it comes to Non-Destructive Testing (NDT) methods, conventional Ultrasonic Testing (UT) has been used extensively using normal incident and shear wave probes. It has, however, difficulty differentiating between lamination/inclusions from in-service damage. It is also a laborious and slow process that is highly operator dependent.
Fast Screening Tools
Time-Of-Flight-Diffraction
Time-Of-Flight-Diffraction (TOFD) is a rapid method for inspecting whole volumes. TOFD detects cracks using the signals diffracted from the flaw's extremities. Two angled longitudinal probes (typically between 2 to 10MHz frequency) are used in transmit-receive mode with a beam divergence sufficient to inspect the majority of the thickness. TOFD is less dependent on defect orientation, offers a digital record of the inspection and is pretty accurate through wall sizing. In the case of H2S damage, TOFD is mostly used for fast screening of welds to determine the presence of HIC/SOHIC, but it can also be used for the base material.
The following images show HIC and blisters defects found in the base material.
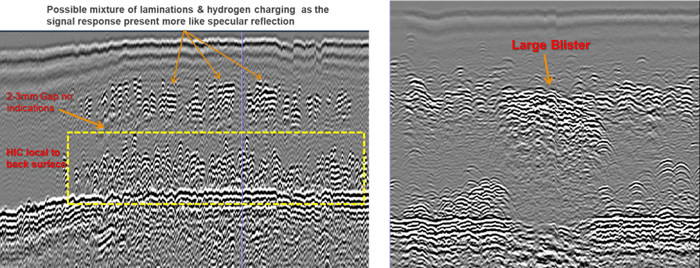
Image Courtesy of Aker Solutions
When it comes to characterization, TOFD can have more difficulty with HIC/SOHIC damage as their cluster nature leads to multiple bounces between the various facets/laminations of the damage making the interpretation of TOFD signals difficult.
Phased Array UT
Phased Array Ultrasonic Testing (PAUT) provides an image of the inspected region, in addition to the traditional A-scans, and therefore allows a more intuitive interpretation of the results. The technique allows rapid coverage of the complete examination volume by combining sectorial scanning or electronic linear scanning with a mechanical movement. And of course, it provides a permanent data record for offline review and comparison with previous results.
The idea is to reproduce the inspection done with conventional UT but with one probe at high speed. The stepwise cracking associated with HIC is typically inspected using 45° SW. This combined with 0° LW provides a complete inspection strategy for localizing laminar blisters and detecting stepwise cracking.
The 0° group helps locate any blisters and lamination caused by HIC cracking. The shear wave group helps determine if the laminations are starting to connect, leading to stepwise cracking. It can also show cracking initiated from the blisters. Relying only on 0° could lead to false alarms by confusing lamination defects from the fabrication process with stepwise cracking. The following video shows an L0 inspection of an asset containing a large amount of H2S damage.
Eddyfi Technologies provides a range of standard PAUT probes compatible with wet H2S damage inspection. They are all compatible with Eddyfi portable PAUT systems: Mantis™ and Cypher®.
Total Focusing Method
Full Matrix Capture (FMC)/Total Focusing Method (TFM) is a process that involves two steps. The acquisition part, FMC, consists of firing the elements one by one and recording the data on all receivers each time. This leads to a large beam spread, which becomes more sensitive to connections between laminations. This is especially important in the context of wet H2S where both morphologies, HIC and blistering, differ significantly in terms of being favorable to a 0-degree intersecting beam. The following video shows the beam propagation generated by firing one element. One can see that the large beam spread leads to energy interacting with the connection between the various laminations of the stepwise cracking.
TFM focuses the acoustic energy everywhere within a Region Of Interest (ROI) defined by the operator providing optimum spatial resolution along the active plane. Our portable phased array instruments offer Plane Wave Imaging (PWI) capability which is essentially a sectorial scan using the full aperture of the array (64 elements here) combined with TFM reconstruction. The advantage is a gain in productivity and more sensitivity as we fire all the elements rather than one at a time.
The following image shows a scan of a component with blisters and HIC damage. It is pretty easy to see the blisters in the top view (bottom left), but the interesting part is the connection visible between the lamination and the backwall in the T-scan.
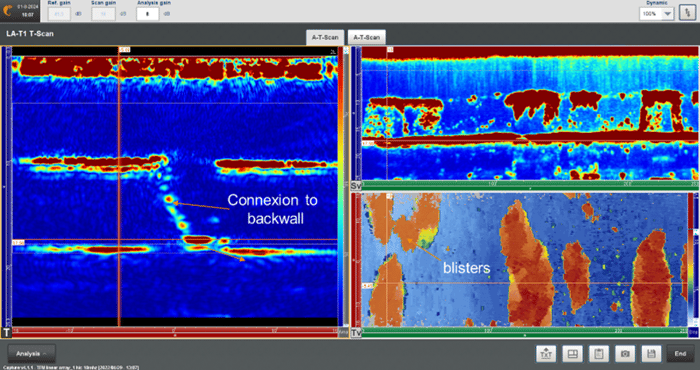
The following video goes through a scan obtained using TFM. One can see important damage, but most importantly, TFM shows that the laminations are often connected to the backwall through stepwise cracking which is highly detrimental to the asset.
TFM is a natural solution for the inspection of H2S damage due to the divergence nature of its excitation and the focusing capability that helps detect small defects and connections between the various laminations/blisters. For a single group and a 64-element probe such as a 5L64-A12-38.4X10-2.5-IPEX with its WSA12-0L-FLAT-20mm wedge, scanning speeds greater than 100mm/s can be achieved. By pairing innovative PAUT units like Cypher with semi-automated or fully motorized (automated) scanners, it's possible to attain complete coverage of the component and store all data comprehensively. This approach ensures continuous asset monitoring from the beginning to the end of its lifespan.
Discover easily the most advanced portable PAUT instrument offering unmatched TFM inspection speeds here.
Contact us to learn more about Eddyfi Technologies’ advanced non-destructive testing solutions for the repeatable, actionable, meaningful, and preventive data results you should expect to stay Beyond Current.