
Bei Kohlenstoffstählen ist eine harte Stelle das Ergebnis einer ungleichmäßigen und lokal begrenzten Abschreckung während der Herstellung. Harte Stellen haben eine Kornphase und ein Gefüge namens Martensit, das härter ist als das normalerweise im Stahl vorhandene Bainit und Ferrit. Ein härteres Gefüge bedeutet zwar eine höhere Zugfestigkeit, aber auch einen Rückgang der Duktilität und eine Zunahme der Sprödigkeit. Da Pipelines aus Kohlenstoffstahl dazu neigen, Spannungsrisskorrosion (SCC) zu entwickeln, wenn sie in einer anfälligen Umgebung betrieben werden, wird ihre Integrität in einem spröden Bereich auf die Probe gestellt. Risse, die sich innerhalb einer brüchigen Stelle entwickeln, stellen für Pipelinebetreiber auf der ganzen Welt eine große Gefahr dar.
Wie konnten die Stahlhersteller in den 1950er Jahren sicherstellen, dass die von ihnen produzierten Rohre nicht einige dieser metallurgischen Anomalien aufwiesen? Die kurze Antwort lautet: Sie konnten es nicht. Dies führte dazu, dass große harte Stellen unentdeckt blieben und bis heute in erdverlegten Rohrleitungen vorhanden sind. Glücklicherweise kann mit den heutigen Technologien ein erstes Screening mit Inline-Inspektionsgeräten (ILI), die magnetischen Streufluss (MFL) verwenden, Bereiche mit größerer metallurgischer Härte entlang der Pipeline identifizieren. Sobald sie gefunden sind, ermöglicht eine direkte Bewertung durch Integritätsgrabungen weitere Untersuchungen, um die harten Stellen genauer zu bewerten.

Traditionell wurde und wird die Nitalätzung eingesetzt, um Oberflächenveränderungen im Zusammenhang mit harten Stellen zu erkennen. Bei dieser Methode werden weichere, gehärtete Bereiche durch Einbrennen hervorgehoben und damit schneller dunkel als härtere Regionen. Um wirksam zu sein, erfordert die Nitalätzung eine intensive Oberflächenvorbereitung - bis zu dem Punkt, an dem fast ein vollständig poliertes Rohr erforderlich ist. Ist diese erst einmal gefunden, kann die Härte mit verschiedenen Härteprüfverfahren wie Brinell und Rockwell (Eindrücken) und dem Leeb-Rückprallhärtetest (zerstörungsfrei) genauer gemessen werden. In Anbetracht des langwierigen Prozesses der Oberflächenvorbereitung, des Nitalätzens und der Härtemessung konzentrieren sich die Techniker ausschließlich auf die Bereiche, in denen das ILI-Gerät Hinweise liefert. Diese selektive Nachbearbeitung birgt das Risiko, dass die Rohrleitung durch übersehene harte Stellen, die nur wenige Zentimeter vom untersuchten Bereich entfernt sind, wieder aufgegraben wird.
Hier kommt die Spyne™-Array-Sondeins Spiel . Dieses anpassungsfähige Oberflächen-Wirbelstrom-Array (ECA)-Screening-Tool ist die Lösung für eine bessere und schnellere Erkennung harter Stellen. Aufgrund ihrer sehr hohen Empfindlichkeit gegenüber Änderungen der magnetischen Permeabilität und der Leitfähigkeit von Legierungen wird die Wirbelstromtechnik in der Industrie häufig zur Materialsortierung eingesetzt. Dies macht die ECA auch zum Mittel der Wahl für die Erkennung harter Stellen, da während der lokalen Härtung des Stahls erhebliche Gefügeveränderungen auftreten, die seine lokalen Eigenschaften stark beeinflussen.
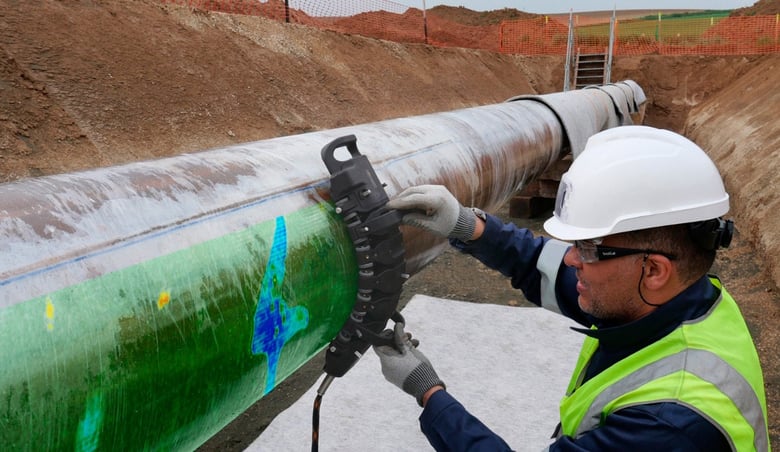
Unabhängig von der Kohlenstoffstahllegierung kann das Spyne mit einer Abdeckung von 200 Millimetern und einer Scangeschwindigkeit von bis zu 600 Millimetern pro Sekunde problemlos die von den ILI-Werkzeugen gemeldeten harten Stellen aufspüren, und wahrscheinlich noch mehr in demselben Bereich, so dass keine harte Stelle unentdeckt bleibt. Für das Scannen eines Rohrs mit dem Spyne ist außer dem Sandstrahlen keine weitere Oberflächenvorbereitung erforderlich.
Noch wichtiger ist, dass diese Technologie in großem Umfang für die schnelle Erkennung von SCC eingesetzt wurde. Wie unten zu sehen ist, werden harte Stellen in der Wirbelstrom-C-Scan-Farbkarte hellblau dargestellt, während die Rissindikationen in Orange wiedergegeben werden. Insgesamt kann Spyne innerhalb weniger Minuten eine vollständige 360-Grad-Karte einer Rohrverbindung liefern, die alle Anzeichen für harte Stellen und Risse auf einmal anzeigt - eine erhebliche Verbesserung der Erkennbarkeit und Effizienz im Vergleich zum nitalen Ätzen und der visuellen Inspektion.
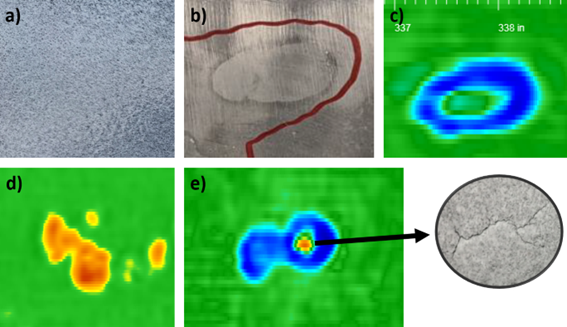
Abbildung 1 a) Ohne jegliche Oberflächenvorbereitung sind harte Stellen für das bloße Auge unsichtbar; b) Anzeige einer harten Stelle nach dem Polieren und Nitalätzen; c) Spyne-Anzeige einer harten Stelle, in hellblau; d) Spyne-Anzeige einer Risskolonie, in orange; e) Spyne-Anzeige eines Risses in der Mitte einer harten Stelle.
Aber zurück zu unserer Ausgangsfrage: Können wir die Bedrohung durch harte Stellen an der Quelle bekämpfen, indem wir Spyne direkt in den Stahlwerken einsetzen? Dank der hohen Anpassungsfähigkeit des Geräts lautet die Antwort: Ja. Egal, ob es darum geht, die Härte in großen Rohren, Blechen oder Trägern zu erkennen, der Spyne kann an einer Vielzahl von Scannern, Stangen, Bogeys oder sogar an einem ferngesteuerten Raupenfahrzeug angebracht werden, das die Inspektion großer Flächen unmittelbar nach der Herstellung erleichtert und dabei eine gute Ergonomie für die Bediener gewährleistet. Das Bild unten zeigt eine einfache Stange, die direkt am Spyne angebracht werden kann, um das manuelle Scannen von großen Platten zu erleichtern. Es können auch mehrere Spyne-Sonden parallel verwendet werden, um eine noch größere Anzahl von Sensoren zu schaffen und die Prüfung großer Oberflächen zu beschleunigen. In diesem Sinne könnte die Spyne-Technologie nicht nur für Integritätsprogramme im Rohrleitungsgraben, sondern auch in den industriellen Prozessen, in denen die harten Stellen entstehen, eine entscheidende Rolle spielen.

Eddyfi Technologies bietet eine umfassende Palette von Inspektionslösungen für die Bedürfnisse der Industrie. Der Panther™ 2 ist eine weitere direkt anwendbare Korrosionsabbildungslösung für ähnliche Anwendungen. Der Panther bietet eine unvergleichliche Leistung in einem kompakten Gerät für Labor- und Industrieanwendungen und ermöglicht eine hochauflösende Total-Focusing-Methode (TFM) mit mehr als 1,5 Millionen Bildpunkten in Echtzeit.
Wir laden Sie ein, sich mit unserem engagierten Expertenteam in Verbindung zu setzen, das Ihnen gerne dabei hilft, die beste Technologielösung zu finden, damit Sie immer auf dem neuesten Stand sind.