Bien que les ultrasons multiéléments présentent de nombreux avantages par rapport à d'autres méthodes de CND pour le contrôle des soudures, il présente des restrictions similaires à celles du contrôle par ultrasons conventionnel lorsqu'il s'agit de matériaux anisotropes. Les matériaux tels que l'acier inoxydable peuvent poser des problèmes pour les méthodes ultrasoniques, car la structure du grain n'est pas homogène et peut également être assez grossière. Ces caractéristiques peuvent affecter l'atténuation et causer des problèmes tels que la diffusion et l'orientation du faisceau.
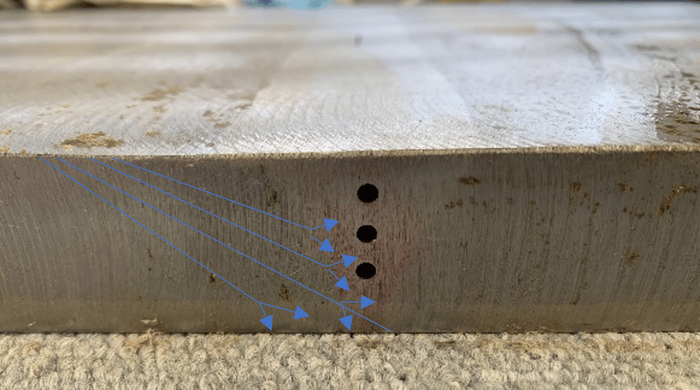
Figure 1 : Faisceau sonore dispersé
L'orientation et la dispersion du faisceau sont particulièrement marquées lors de l'utilisation d'une sonde en mode d'onde de cisaillement, qui est le mode d'onde le plus courant pour tester les soudures en acier au carbone. Bien que des ondes de cisaillement à plus basse fréquence puissent être envisagées, il est plus probable que la technique du multiélément pour les soudures en acier inoxydable implique l'utilisation d'ondes de compression angulaires. Les ondes de compression ont une propagation plus favorable et, avec une longueur d'onde double, sont moins affectées par la structure à gros grains des soudures.
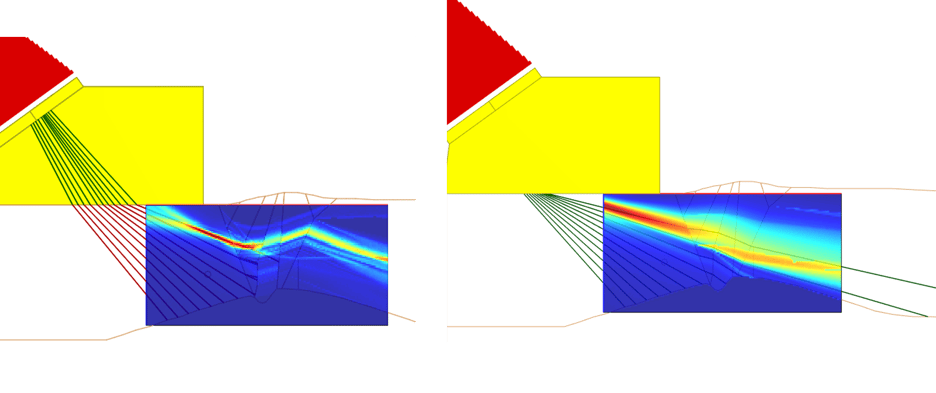
Figure 2 : Comparaison entre les ondes de cisaillement (à gauche) et les ondes de compression angulaire (à droite)
Malheureusement, l'histoire ne s'arrête pas là. La compression angulaire montre une amélioration significative de la propagation du son, mais présente une limitation critique. Avec un faisceau d'ondes de cisaillement, le son peut sauter de la surface interne d'un tuyau et rebondir dans la soudure pour être interrogé. Cette configuration de saut est généralement utilisée pour obtenir une couverture totale de la soudure.
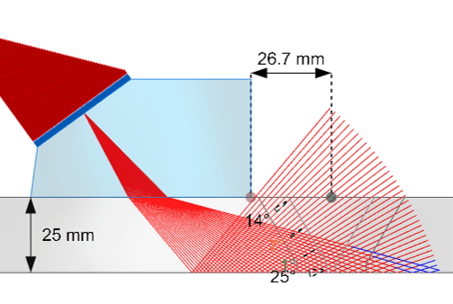 Figure 3 : Configuration d'ondes de cisaillement d'ultrasons multiéléments ; le son saute de la surface interne et couvre tout le volume de la soudure.
Figure 3 : Configuration d'ondes de cisaillement d'ultrasons multiéléments ; le son saute de la surface interne et couvre tout le volume de la soudure.
Avec les ondes de compression angulaires, il n'est pas possible de sauter le son de la surface, car lorsque le faisceau interagit avec une limite, il provoque une conversion de mode et des signaux indésirables. Par conséquent, lors d'un balayage avec compression angulaire, toutes les inspections doivent être effectuées lors du premier passage et la soudure est inspectée directement.
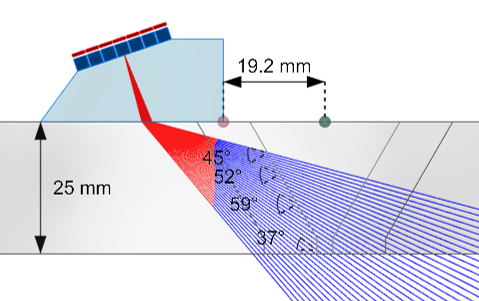
Figure 4 : Configuration de la compression angulaire au premier passage (sans saut)
Comme le montre la figure 4, la sonde du premier passage doit être beaucoup plus proche de la soudure, ce qui crée une zone morte potentielle à la surface. Cette zone morte peut être couverte soit par un balayage sur les deux surfaces, ce qui est souvent possible sur les grandes structures telles que les réservoirs, soit par l'introduction d'une configuration d'ondes de fluage dans le balayage, qui est très sensible aux défauts de surface et peut couvrir la zone morte supérieure.
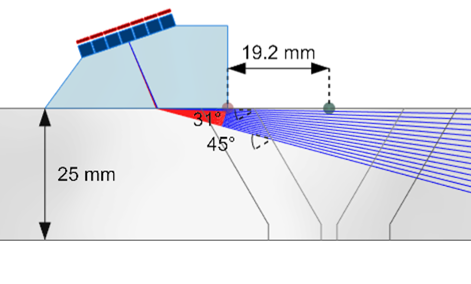
Figure 5 : Configuration de l'onde de reptation
Pour atteindre tous ces objectifs, l'industrie propose désormais un ensemble unique de sondes à ultrasons multiéléments spécialement conçues pour l'inspection de l'acier inoxydable. Ces sondes, généralement appelées sondes Dual Matrix Array (DMA), utilisent deux rangées d'éléments sur un coin dédié, une rangée d'éléments émettant le son et l'autre rangée le recevant. Les rangées d'éléments de ces sondes ne sont pas linéaires et sont en fait coupées en deux orientations. Cette conception permet non seulement d'augmenter le rapport signal/bruit (RSB) à travers le matériau de soudure, mais aussi de se concentrer sur de nombreuses orientations.
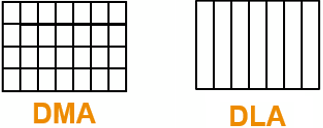
Figure 6 : Disposition des éléments d'un réseau à commande de phase pour un réseau à double matrice (à gauche) et un réseau linéaire standard (à droite)
La partie suivante présente des exemples intéressants de données obtenues à partir de sondes DMA dans des soudures de métaux dissemblables. Pour pouvoir déterminer la détectabilité et la couverture, il est important de fabriquer des blocs d'étalonnage et de référence exactement dans le même matériau que les soudures sur le terrain. Ces blocs de référence sont ensuite découpés en coupons et des réflecteurs d'étalonnage, tels que des trous percés sur le côté et des encoches en surface, sont ajoutés. Ces coupons servent ensuite à déterminer la configuration de la technique, mais sont également utilisés dans le cadre du projet pour les contrôles quotidiens des sondes et l'étalonnage de la sensibilité.
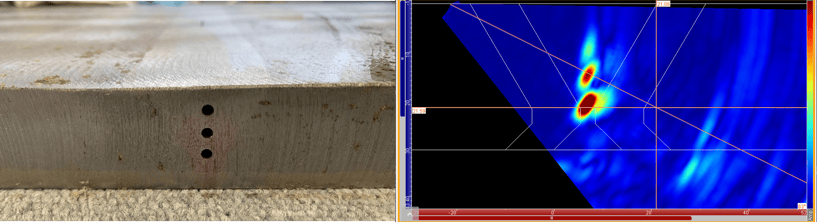
Figure 7 : Sonde de compression angulaire sur un bloc d'étalonnage en acier inoxydable montrant un excellent rapport signal/bruit et la détection des réflecteurs de référence.
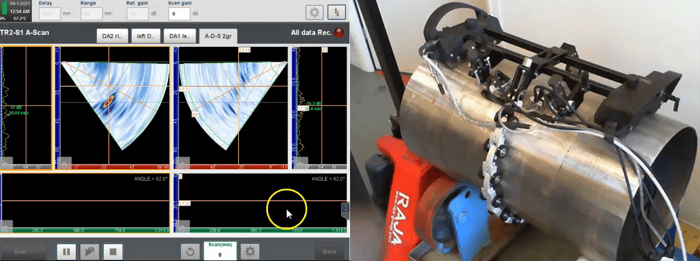
Le dernier élément à prendre en compte pour ce type d'inspection est le scanner mécanique. Malheureusement, la plupart des scanners de soudure sont conçus pour être utilisés sur des matériaux en acier au carbone avec un système de roue magnétique. L'acier inoxydable n'étant pas magnétique, un scanner d'inspection ultrasonique modulaire avancé, conçu pour la cartographie de la corrosion par ultrasons multiéléments (PAUT) et la diffraction PAUT/Temps de vol (TOFD), est nécessaire. Le système permet aux opérateurs de passer rapidement de l'inspection des soudures à la cartographie de la corrosion.
Dans ce cas et pour les soudures de tuyaux, nous recommandons d'utiliser le scanner à chaîne; ce scanner présente tous les avantages de la configuration d'inspection des soudures et offre une stabilité lors du balayage de matériaux non magnétiques.
Au-delà de l'acier inoxydable, la solution d'inspection par scanner s'applique aux canalisations en polyéthylène haute densité (PEHD). Associé à des instruments PAUT portables de classe mondiale offrant la méthode de focalisation totale (TFM) et l'imagerie par ondes planes (PWI) comme Cypher®, les opérateurs peuvent réellement optimiser leurs inspections ultrasoniques du PEHD.
En conclusion, le phased array est très certainement en train de devenir la méthode de choix pour la fabrication des soudures et a remplacé la radiographie pour de nombreux projets d'inspection (il suffit de consulter ce blog sur 3 défis d'inspection de soudure résolus par l'UT avancée à la place de la radiographie). Bien que l'évaluation soit possible sur des matériaux non homogènes, l'opérateur doit sélectionner soigneusement les sondes, avoir de l'expérience dans les exigences d'étalonnage et choisir un scanner qui assure la stabilité et la précision de la sonde lorsque la surface n'est pas magnétique.
Eddyfi Technologies s'engage à fournir le meilleur de tous les mondes pour s'assurer que les inspecteurs peuvent collecter les données nécessaires pour obtenir des informations exploitables. Contactez notre équipe d'experts pour discuter de votre prochaine campagne d'inspection et apprendre comment rester au-delà du courant.