
There have been various approaches to inspecting for CUPS, mostly using ultrasonics in pitch-catch techniques either using phased array ultrasonic testing (PAUT) or electromagnetic acoustic transducers (EMATs) as seen here. Naturally, each technique has its pros and cons. To address this challenge, Eddyfi Technologies has adapted the Gekko® PAUT instrument (paired with either the LYNCS™ or RMS PA scanner) to be compatible with third-party analysis tools which can provide sizing information as highlighted here.

The issue with the majority of these current techniques is that they are limited to pipes of larger diameters, greater than 152 millimeters (6 inches) and possibly the pipe’s wall thickness. As pipes get smaller in diameter, it becomes more difficult to get the separation circumferentially for pitch-catch techniques for processing the data, and it becomes more awkward for scanners to traverse circumferentially, particularly when the pipes are racked closely together. It can feel like trying to find a needle in a haystack. This is why these pipe sizes are often overlooked.

This is where medium range ultrasonic testing (MRUT) can become a viable solution to fill this gap; more specifically, the Sonyks™ instrument with the high frequency (128kHz) Magneto-tools. Enabling improved sensitivity, detectability, and positioning of defects, this equipment has been known to be very efficient over a shorter-range inspection of up to 10-12 meters (33-39 feet).
Therefore, targeting specific areas such as pipe supports is the next natural extension for this technique. This is particularly important to the industry because the method is especially good for smaller diameter pipes between 38 millimeters (1.5 inches) and 203 millimeters (8 inches) in diameter, whereas other techniques are often beyond their envelope of operation.
An example of this has been demonstrated on our 101-millimeter (4-inch) test loop in Eddyfi Technologies’ Cambridge office. Due to the proximity of the pipe to the adjacent 254-millimeter (10-inch) pipe, it was difficult to inspect this area using scanners in addition to the fact that the pipe is small diameter making coupling difficult.
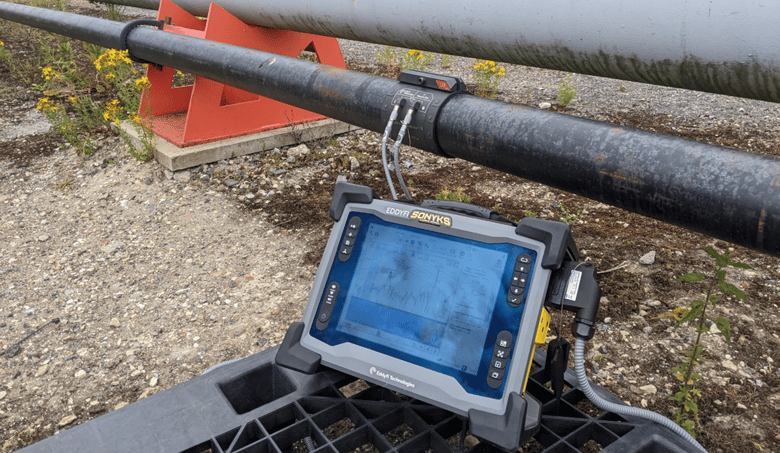
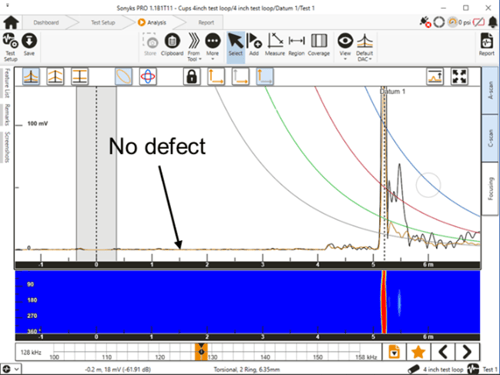
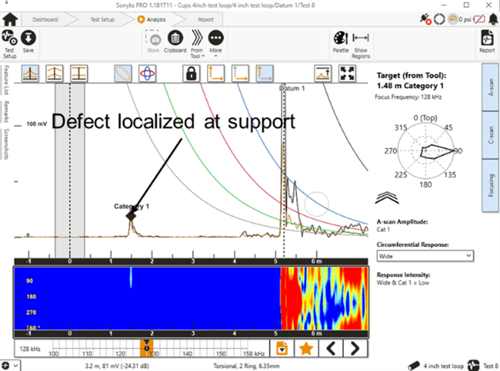
During the test, the Magneto-tool was positioned approximately 1.5 meters (5 feet) away from the pipe support and the ultrasound was fired. A defect was then introduced into the area and the test repeated. As you can see from the traces below, there is a clear signal from the corrosion-like defect at the weld support. Furthermore, the C-Scan and focusing show this defect to be localized at the 90° position. The time taken to set up and do the test was approximately five minutes making inspection very efficient.
This technique shows excellent promise as a first screening for corrosion of small diameter pipe supports between 38 millimeters (1.5 inches) and 203 millimeters (8 inches).
The system is quick to deploy with minimal clearance between pipes required. Although this technique does not provide minimum remaining wall sizing for fitness-for-service assessment, it has shown to be a very effective screening method that can be used in conjunction with other technologies like PAUT to offer a complete picture.
To learn more about how you can improve your inspection speed and accuracy of small diameter pipelines and increase your ROI, contact our team of experts today!