
La inspección por ultrasonidos phased array de soldaduras de pequeño calibre se ha adoptado ampliamente en la última década, sustituyendo con granéxito a la radiografía principalmente en conjuntos de acero al carbono como los tubos de calderas de centrales eléctricas . Cuando resulta adecuado, el uso de PAUT puede aportar varias ventajas a la campaña de inspección.
Seguridad y eficacia en la obra
La sustitución de la radiografía por técnicas UT elimina el uso de radiaciones ionizantes potencialmente dañinas en el emplazamiento local, lo que reduce la necesidad de protocolos de seguridad exhaustivos y los costes asociados. Donde antes era necesario cerrar las zonas de trabajo "calientes" para realizar la inspección, PAUT puede llevarse a cabo sin zonas de exclusión, lo que permite realizar el trabajo habitual junto con la inspección. Gracias a la instrumentación totalmente portátil, los resultados pueden analizarse directamente en el punto de inspección o los datos pueden enviarse a un analista remoto para que elabore un informe. Todo ello aporta a la obra importantes ventajas en cuanto a eficacia de la producción y coste global de la actividad.
Capacidad de inspección
Aunque la radiografía puede tener sus ventajas, sobre todo para determinadas clasificaciones de defectos, el uso de PAUT puede mejorar la sensibilidad a los defectos planares que pueden ser difíciles de detectar con la radiografía debido a su mala orientación. Además, las técnicas de PAUT permiten dimensionar la profundidad y la altura de las indicaciones, lo que proporciona una mayor visibilidad de los defectos para una evaluación crítica y la posibilidad de una reparación rápida.
El reto de las soldaduras inoxidables de pequeño calibre
En primer lugar, ¿qué consideramos un orificio pequeño? Se trata normalmente de soldaduras a tope circunferenciales en tuberías con un diámetro exterior inferior a 4 pulgadas de tamaño nominal de tubería (NPS). Normalmente, las soldaduras tienen una sección transversal de "pared delgada" y tapones de soldadura colocados y, debido a la aplicación, pueden tener un acceso restringido para permitir el uso de escáneres de inspección y equipos de ensayos no destructivos (END).
Por supuesto, al igual que ocurre con otras técnicas, el acero inoxidable presenta algunos retos adicionales en lo que respecta a la conductancia de las ondas sonoras, que a menudo son muy atenuantes, distorsionantes y dispersas, lo que reduce la intensidad potencial de la señal devuelta a la sonda de inspección y enturbia los datos de inspección con ruido de grano de material de bajo nivel. Además, si hay soldaduras o revestimientos de metales distintos, habrá que ajustar en consecuencia las estrategias de inspección y la elección de la sonda.
El pequeño diámetro de las tuberías también supone un reto, ya que actúan como lentes que desvían los haces sonoros reflejados alrededor de una circunferencia mayor, lo que resulta más pronunciado cuanto menor es el diámetro de la tubería.
Para inspeccionar estos componentes con éxito, la solución requiere tener en cuenta todos estos factores para obtener una solución combinada y todo comienza con la optimización del diseño de la sonda ultrasónica para la tarea.
Sondas optimizadas
En el caso de los aceros inoxidables austeníticos es especialmente imperativo garantizar un perfil de haz UT óptimo, concentrando la energía del haz en la zona de interés y reduciendo las pérdidas por divergencia. Con el uso de matrices lineales 1D no hay control del haz en el plano secundario, es decir, a lo largo de la soldadura. Esto se ha solucionado en el caso de las matrices lineales añadiendo un enfoque mecánico de los elementos en su anchura, como en la popular sonda A15 para la inspección de tubos de calderas de acero al carbono. Sin embargo, debido a la necesidad de mantener el perfil bajo de la cuña, hay un trayecto acústico relativamente corto hasta la soldadura y un perfil de haz relativamente ancho en el plano secundario, especialmente evidente en las muestras de paredes más delgadas y de menor diámetro. Cerca de la cuña y al principio de la trayectoria del sonido, el perfil del haz puede tener un efecto de doble máximo que conduce a un sobredimensionamiento y a una difícil caracterización de las indicaciones en los casos extremos.
Array lineal doble para diámetro interior pequeño
Un tipo de enfoque de sonda de inspección para superar algunos de los retos de las sondas de pequeño calibre para material austenítico es el uso de una sonda de matriz de captura de paso que separa las trayectorias de sonido del transmisor y el receptor en la cuña con el uso de una barrera acústica. La cuña se diseña de forma que la interacción de los haces nominales en el material pueda producirse en la zona de interés de la inspección. Separar acústicamente la transmisión de la recepción ayuda a reducir el ruido de fondo de la estructura del grano que se experimenta con las sondas de pulso-eco al reducir el efecto de retrodispersión hacia el sensor que puede ser típico en este tipo de materiales, especialmente a través de trayectorias acústicas largas en componentes más gruesos. La sonda A25 de doble matriz lineal y la cuña pueden ser útiles para examinar las tuberías austeníticas más gruesas, pero pueden no ser adecuadas para las tuberías muy pequeñas.
.png?width=400&height=265&name=FIGURE%201%20-%20EDDYFI%20A25%20PROBE%20(WEDGE%20NOT%20SHOWN).png)
Figura 1: Sonda Eddyfi A25 (no se muestra la cuña)
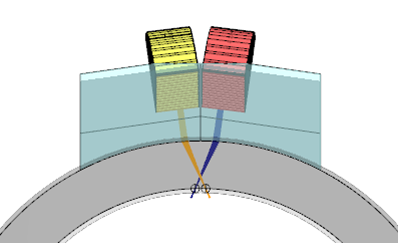
Figura 2: Configuración de captura de paso A25 para onda 60L en tubería de 2in NPS con espesor de pared de 5,5mm

Un enfoque de sonda de matriz 2D
Para superar estas dificultades, se ha desarrollado una sonda de matriz 2D de bajo perfil que es compatible con los escáneres de pequeño calibre existentes, como los escáneres CIRC-IT de Jireh, y mantiene un espacio libre de bajo perfil para facilitar las dificultades de restricción de acceso. Una sonda de matriz 2D se divide en dos dimensiones para que los elementos puedan dispararse independientemente y secuenciarse en leyes focales para lograr el enfoque tanto en el plano primario como en el secundario.
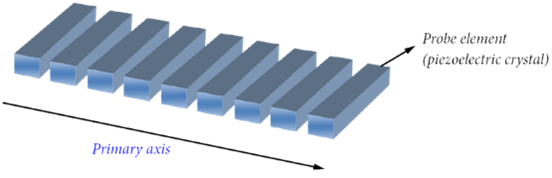
Figura 3: Corte de una matriz lineal 1D
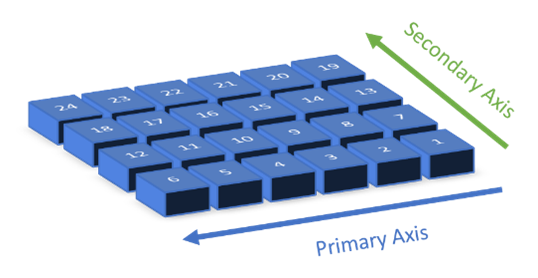
Figura 4: Ejemplo de matriz 2D
Con la capacidad de la sonda matricial 2D, es posible enfocar cada haz tanto en la dirección de la soldadura (eje primario) como en su circunferencia (eje secundario). Esto proporciona un perfil de haz mucho más uniforme y ajustado, como se observa en el ejemplo comparativo siguiente de un tubo de acero inoxidable de 3,5 mm de espesor de pared y 21,3 mm de diámetro exterior.
Sonda A15 5MHz CCEV35 16 elementos con cuña 60SW - haz nominal 60SW mostrado.
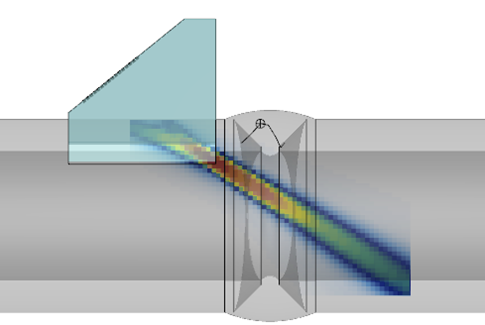
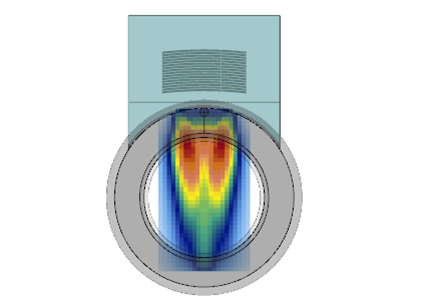
Figura 5: Perfil del haz eje primario y secundario
Nueva sonda M15 5MHz de matriz 2D de 63 elementos con cuña 60SW - Se muestra el haz nominal 60SW
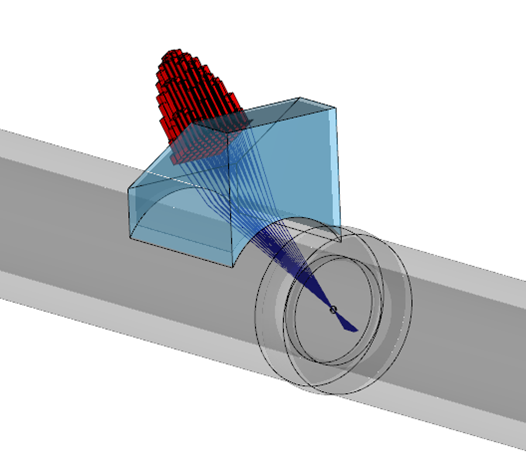
Figura 6: Contribución de los elementos matriciales 2D a la formación del haz
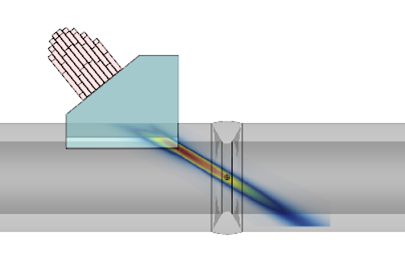
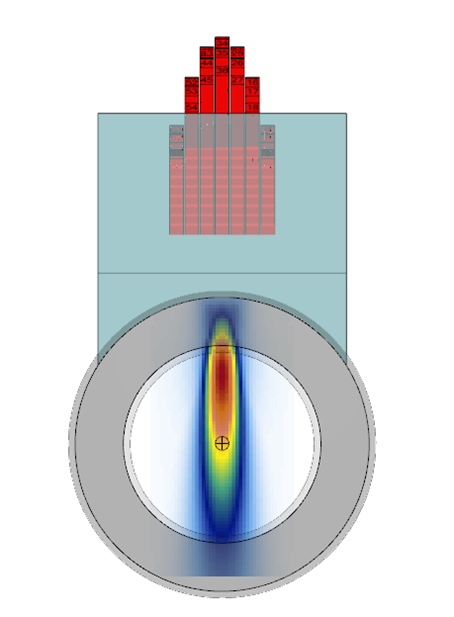
Figura 7: Perfil del haz eje primario y secundario

Compatibilidad del escáner
Tanto la sonda A25 como la M15 pueden acoplarse al escáner CIRC-IT estándar del sector, diseñado para cubrir soldaduras circunferenciales de 21 a 114 mm (0,84 a 4,5 pulg.) de diámetro exterior para una exploración codificada rápida y precisa. Ambos pueden utilizarse a una o dos caras con una de las plataformas Eddyfi PAUT.
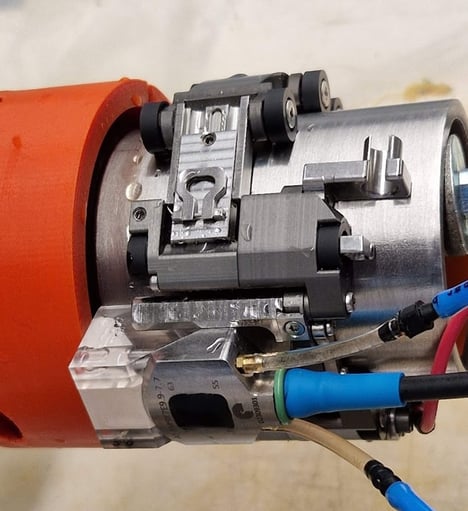
Figura 8: Sonda de matriz M15 con escáner CIRC-IT
Características delCIRC-IT
- Admite tuberías estándar con diámetros de 21-114 mm (0,84-4,5 pulg.)
- Espacio libre de 11 mm (0,4 pulg.), ideal para zonas de acceso restringido (< 12,7 mm/0,5 pulg.)
- Permite la inspección de una o dos caras en una sola pasada
- Fácil configuración y funcionamiento desde un solo lado de una hilera de tuberías
- Garantiza una presión estable y constante durante toda la exploración
- Movimiento de rodadura suave con desviación axial mínima
- Diseño compacto, ligero y portátil para una mejor maniobrabilidad
- Facilita cambios de cuña y sonda rápidos y sin esfuerzo
- Compatible con tubos ferromagnéticos y no ferromagnéticos
- Construcción resistente al agua y al óxido
Plataformas de instrumentos PAUT
Eddyfi Technologies ofrece varios instrumentos PAUT ideales para esta aplicación. Al utilizar la sonda 2D matrix M15, es importante asegurarse de que se utiliza un instrumento de 64 pulsadores como el TOPAZ®64 o el Gekko®, ya que cada ley focal comprenderá los 63 elementos de disparo de la sonda. Afortunadamente, el intuitivo software integrado se encarga de la configuración de la matriz 2D sin necesidad de crear configuraciones externas, y la sonda se puede calibrar y los datos se pueden recopilar con PAUT de la forma habitual. Las vistas fusionadas integradas, la función de fusión volumétrica y las vistas avanzadas ayudan en gran medida al análisis eficiente y a la generación de informes de datos para los operadores, con la flexibilidad de pasar a la potente UltraVision® Classic para el análisis fuera de línea si es necesario.
Además de PAUT, ambas plataformas ofrecen modos de adquisición en vivo de captura matricial completa (FMC), método de enfoque total (TFM), imágenes de coherencia de fase (PCI) e imágenes de ondas planas (PWI), que pueden utilizarse plenamente con la tecnología de matriz 2D en los casos en que aporte ventajas a la inspección.
Resultados
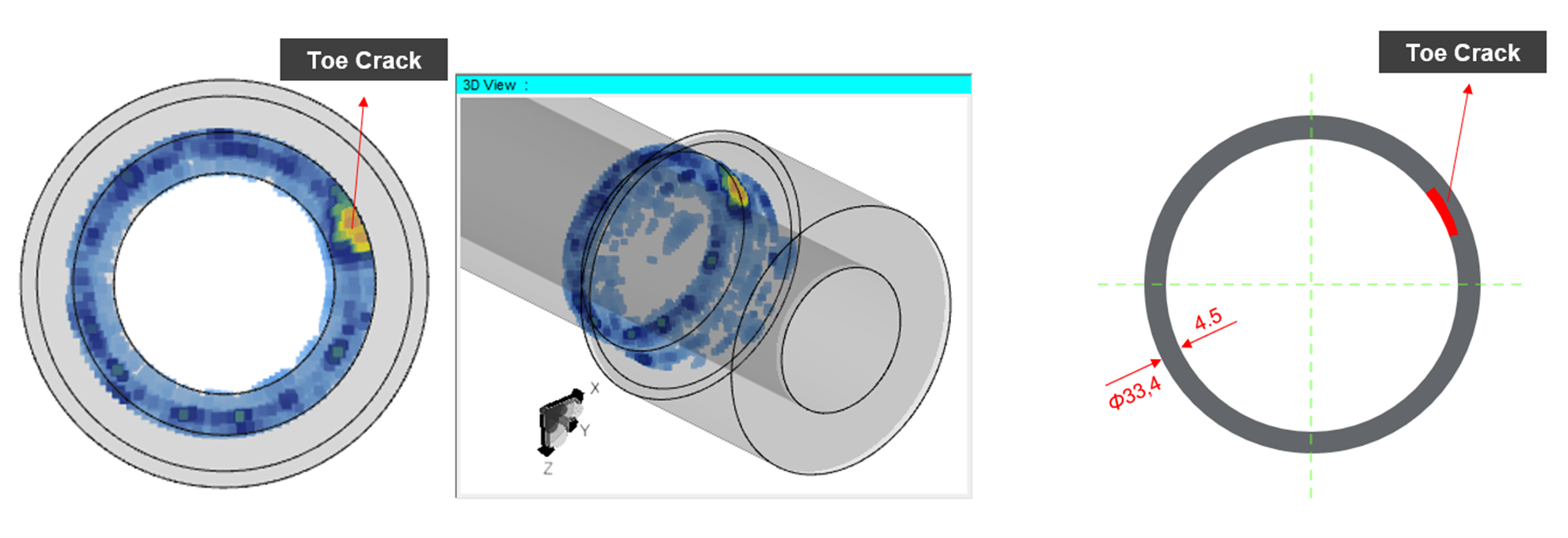
Un ejemplo de los resultados en materiales de pared delgada de acero inoxidable puede encontrarse en esta interesante aplicación para la inspección de soldaduras por encastre de pequeño calibre de acero inoxidable. La muestra aquí, proporcionada por HOIS, es una soldadura por encastre de 1 pulgada NPS, con un diámetro exterior de 33,4 mm en el accesorio. El grosor de la pared es de 4,5 mm.
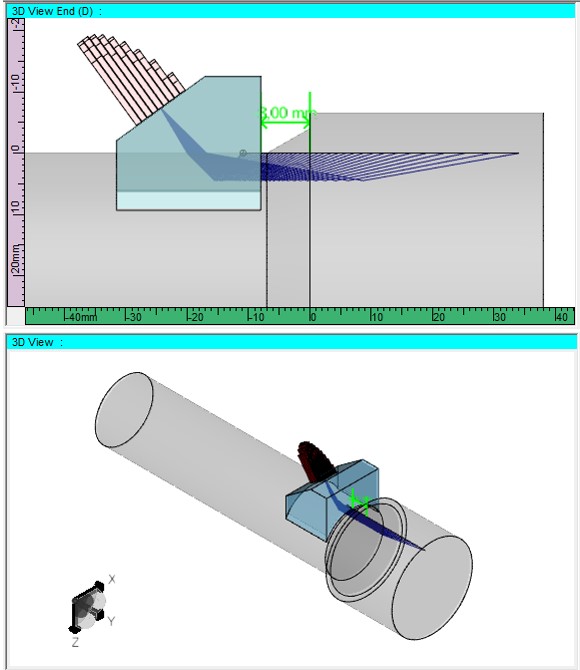
Figura 9: Plano de escaneado - matriz 2D M15 en soldadura por encastre
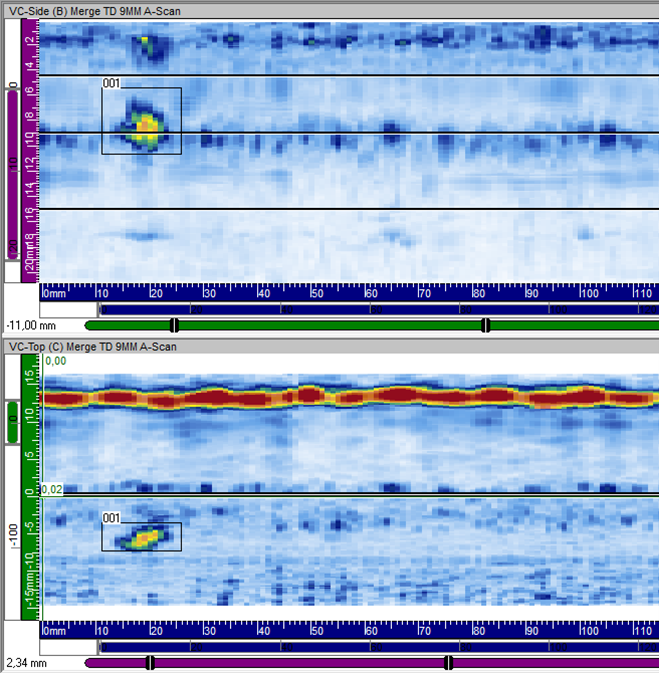
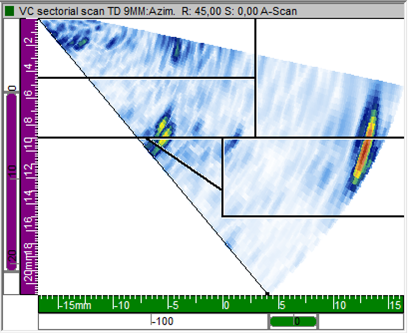
Figura 10: Datos de una soldadura por encastre de acero inoxidable que muestra una grieta en la puntera
Métodos avanzados de enfoque
También es posible utilizar métodos de enfoque avanzados, como TFM a partir de FMC o PWI en vivo, o mediante post-procesamiento cuando se adquieren datos FMC o PWI sin procesar. El análisis UltraVision permite el posprocesamiento de estos datos en una serie de algoritmos diferentes que pueden mejorar drásticamente la relación señal-ruido (SNR) para indicaciones en materiales difíciles.
Por ejemplo, durante la inspección de una muestra de soldadura de acero inoxidable de pequeño calibre, se descubrió que mediante el posprocesamiento de los datos de PWI adquiridos utilizando el algoritmo de factor de coherencia de fase (PCF), la respuesta de un único poro aislado incrustado en la soldadura mejoraba considerablemente.
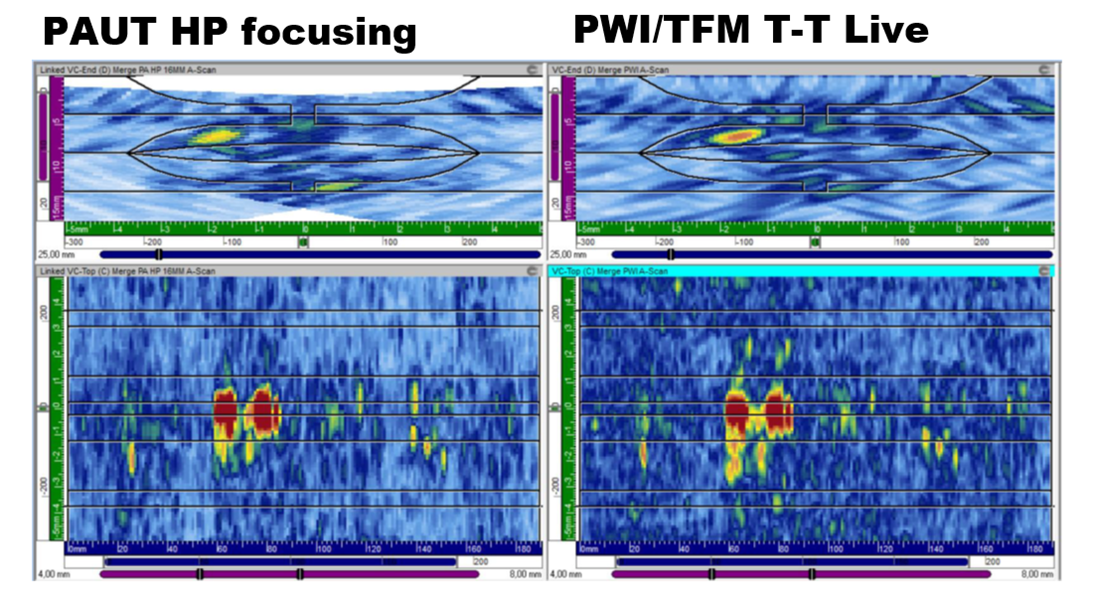
Figura 11: Datos de una soldadura de acero inoxidable de 4 mm de espesor de pared
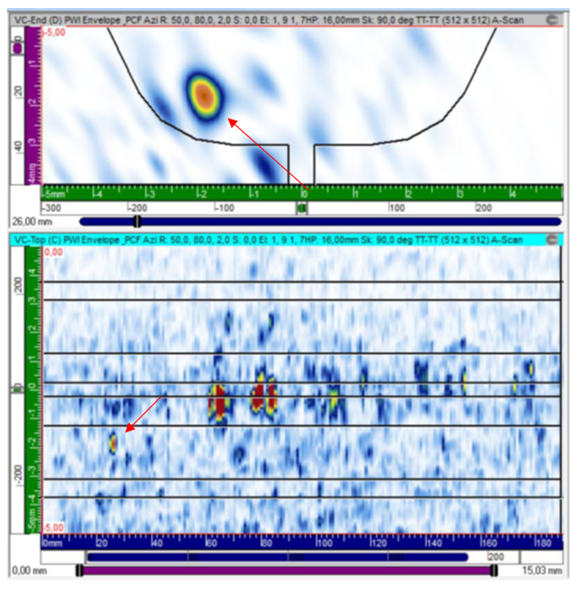
Figura 12: Datos de PWI reconstruidos utilizando la ruta TT-TT de PCF, mostrando un poro aislado en la soldadura
Resumen
La instrumentación y el software líderes de Eddyfi Technologies, junto con un enfoque de sonda optimizado, llevan la inspección de soldaduras de acero inoxidable de pequeño calibre al siguiente nivel.
La selección de la sonda y el enfoque UT son la base del éxito de una inspección. La nueva sonda de matriz 2D M15 para la inspección de pequeños orificios mejora considerablemente el perfil del haz para mejorar la caracterización, la detección y la SNR cuando más importa.
La flota de instrumentos de Eddyfi Technologies, incluidos el TOPAZ64 y el Gekko, son ideales para aprovechar esta avanzada tecnología de sondas y admiten la configuración de matrices 2D a bordo.
Si desea un análisis más técnico, consulte este blog.
Para obtener más información, consulte este seminario web sobre el tema, y póngase en contacto con nuestro equipo de expertos dispuestos a ofrecer una solución Beyond Current a su reto de inspección.