Comment calculer une image PCI
Nous allons d'abord expliquer comment calculer l'image de la méthode de focalisation totale (TFM). La FMC/TFM est une technique d'inspection qui comporte deux étapes. La première est le processus d'acquisition des données appelé FMC, et la seconde est la reconstruction des données : TFM. L'ensemble du processus est généralement réalisé en temps réel sur la plupart des équipements, de sorte que les deux étapes sont transparentes pour les utilisateurs.
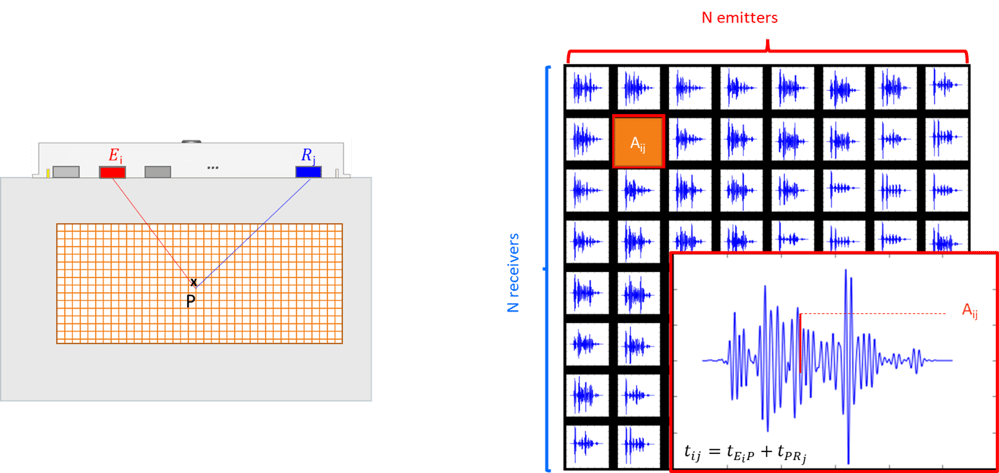
La FMC est une matrice constituée de la combinaison de N signaux transmis et de N signaux reçus, chaque cellule de la matrice contenant un signal du domaine temporel du balayage A. Elle est obtenue en allumant les N signaux transmis et les N signaux reçus. Elle est obtenue en tirant un par un les N éléments de la sonde PAUT (Phased Array Ultrasonic Testing) et en enregistrant à chaque fois sur tous les récepteurs.
L'algorithme TFM consiste à additionner de manière cohérente les amplitudes des signaux de l'ensemble de données FMC pour se concentrer sur chaque pixel d'une région d'intérêt (ROI). Mathématiquement, cela peut s'exprimer comme suit :
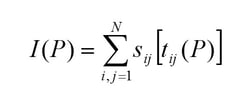
où tij(P) représente le temps de vol théorique correspondant au temps de propagation entre l'émetteur Ei et le récepteur Rj, à travers l'un des pixels P.
La figure suivante explique le processus pour un pixel et un signal du FMC.
-
Le processus TFM calcule le temps de vol tij pour aller de l'émetteur Ei au pixel P et revenir au récepteur Rj. L'amplitude Aij correspondant à ce temps de vol est ensuite extraite pour ce signal particulier.
-
Le processus est ensuite répété pour tous les signaux de la matrice FMC.
-
Toutes ces amplitudes sont additionnées et le résultat est l'amplitude pour ce pixel dans l'image TFM.
-
L'ensemble du processus est ensuite répété pour tous les pixels afin d'obtenir l'image TFM.
Pour calculer l'image PCI, nous devons transformer les signaux du balayage A du FMC en phase en fonction du temps. La phase peut être obtenue en divisant les signaux par le module de leur transformée de Hilbert (signal analytique). Une autre solution consiste à extraire le signe des signaux du FMC. Elle donne des résultats similaires au calcul de la phase réelle et est plus simple à mettre en œuvre sur le matériel. Chaque signal de la matrice FMC est remplacé par sa fonction de signe, de sorte que chaque point de données est soit 1, soit -1.
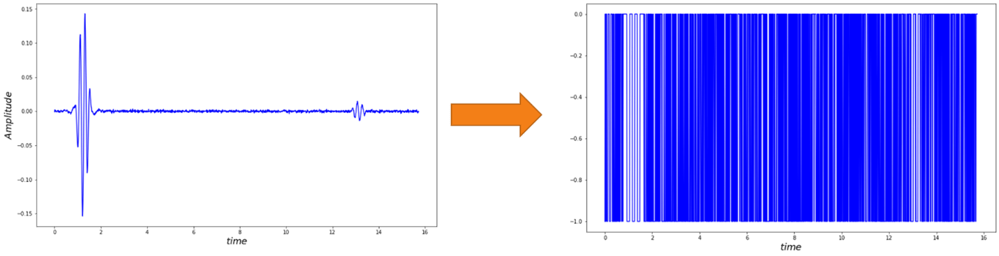
Le processus de calcul de l'image PCI est alors similaire à celui de la TFM. Nous calculons le temps de vol tij pour aller de l'émetteur Ei au pixel P et revenir à la réception Rj. La phase Øij correspondant à ce temps de vol est ensuite extraite pour ce signal particulier. Le processus est ensuite répété pour tous les signaux (transformés en leur version de signe) de la matrice FMC. Toutes ces phases sont additionnées et le résultat est la phase de ce pixel dans l'image PCI. L'ensemble du processus est ensuite répété pour tous les pixels afin d'obtenir l'image PCI.
Explication de l'intensité PCI
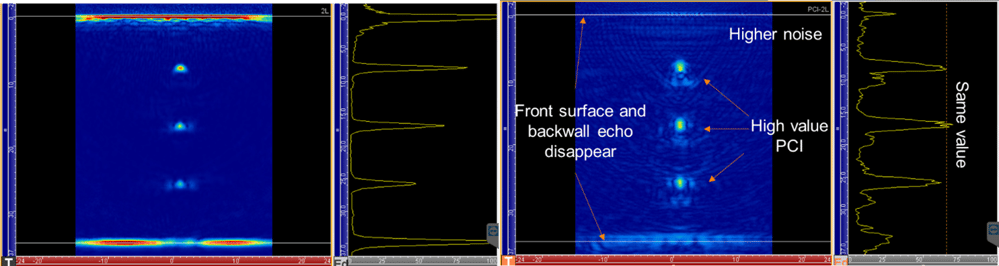
Si nous comparons l'image PCI obtenue sur une maquette contenant trois trous latéraux (SDH) à l'image TFM, nous pouvons observer ce qui suit :
-
L'image PCI élimine pratiquement tous les échos de la surface frontale et de la paroi arrière,
-
La valeur PCI pour les trois SDH est identique,
-
Le niveau de bruit de l'image PCI est plus élevé.
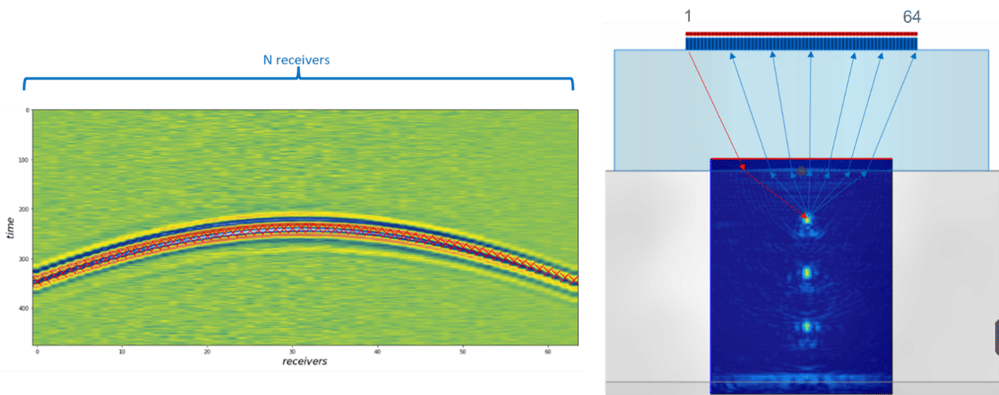
Pourquoi obtenons-nous des valeurs élevées pour les SDH et des valeurs faibles pour les échos géométriques ? Regardons d'abord le pixel situé au maximum du premier SDH. Dans l'image de gauche, nous affichons la première colonne de la matrice FMC, c'est-à-dire les 64 signaux reçus après la mise à feu du premier élément. Nous y superposons les temps de vol (croix rouges) pour aller de l'émetteur 1 au SDH et revenir à tous les récepteurs. Nous pouvons voir que les croix rouges se superposent parfaitement pour la même phase sur tous les récepteurs, ce qui signifie que tous les signaux sont en phase. En additionnant toutes ces contributions, nous obtenons une valeur PCI élevée.
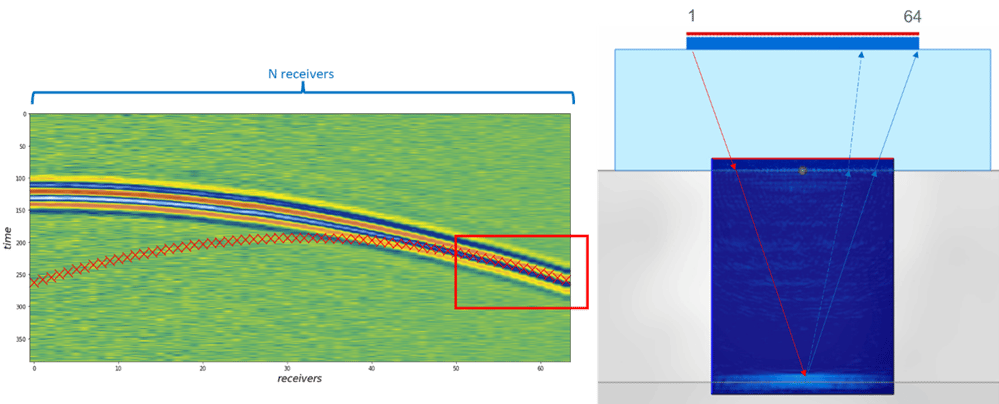
Avec le même raisonnement pour le pixel situé au milieu de la paroi arrière, nous affichons le balayage B obtenu après la mise à feu du premier élément et les temps de vol pour aller de l'émetteur un au milieu de la paroi arrière vers tous les récepteurs (croix rouges). En observant les croix rouges, nous pouvons voir qu'elles sont superposées avec la même phase uniquement pour les derniers récepteurs (indiqués par le rectangle rouge).
Lorsqu'il s'agit d'échos géométriques tels que la surface frontale et la paroi arrière, ce sont principalement les trajets symétriques qui contribuent à l'image PCI. Tous les autres trajets conduisent à une somme incohérente, ce qui explique les faibles valeurs de l'image PCI le long de la paroi arrière et de l'écho de surface avant. Il peut en être de même pour d'autres réflecteurs spéculaires tels que la délamination ou l'absence de fusion, en fonction de leur position par rapport à la sonde.
Lorsqu'il s'agit de signaux d'amplitude, le rapport signal/bruit (RSB) peut être relativement élevé en fonction de la nature des indications (paroi arrière, LOF, etc.). Plus on envoie d'énergie dans la pièce, en augmentant la tension du gain analogique par exemple, meilleur est le RSB pour une image TFM. Pour les signaux de phase, le bruit varie entre -1 et 1 comme la phase des indications même si l'on envoie plus d'énergie dans la pièce. Si l'on considère un bruit gaussien de moyenne nulle, plus il y a de paires émetteur-récepteur, plus le RSB est élevé. Il est donc recommandé d'utiliser plus de sources (par exemple, FMC complet contre FMC clairsemé).
Il est théoriquement possible d'estimer le RSB d'une image PCI car le bruit est la somme de -1 et de 1. Il peut être décrit par une distribution binomiale avec une probabilité égale de 1 et de -1.
En considérant une image PCI de 500 kpixels, nous pouvons examiner la distribution des niveaux de bruit pour l'ensemble de l'image PCI pour une FMC complète (4096 signaux) et une FMC clairsemée (1024 signaux) en utilisant la distribution binomiale. Il n'y a pratiquement pas de bruit supérieur à 6 % pour la FMC et à 11 % pour la FMC clairsemée avec 16 émissions. Cela ne signifie pas qu'il n'est pas possible d'avoir un bruit supérieur, mais c'est très peu probable. Ces valeurs peuvent être utilisées par les opérateurs pour fixer le seuil inférieur de leur gamme dynamique.
![]()
Résultats obtenus pour des inspections en incidence normale
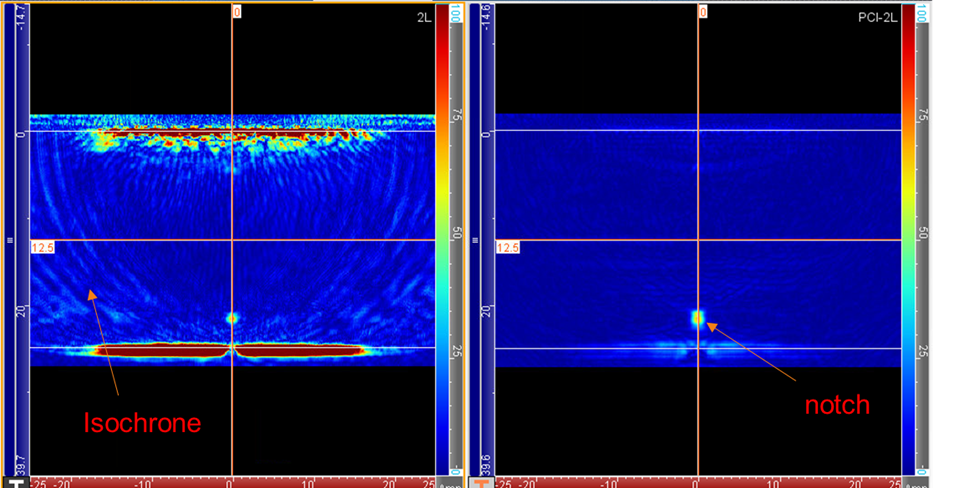
Dans notre premier exemple, nous examinons une maquette de 25 millimètres d'épaisseur avec une encoche le long de la paroi arrière. Nous utilisons une sonde 64L5-G3 avec un coin L0 de 20 millimètres (0,787 pouce). Nous calculons en même temps les images TFM et PCI affichées ci-dessous. L'image TFM présente des artefacts appelés isochrones. Lorsque nous calculons les temps de vol pour aller aux pixels couverts par ces artefacts, une partie du TOF dans la matrice FMC correspond aux contributions de la paroi arrière ; ainsi, lorsque nous additionnons ces contributions, nous obtenons un certain signal. La présence de ces artefacts dépend de l'épaisseur de la pièce et du pas. En regardant l'image PCI, nous constatons que ces artefacts ont disparu car il s'agit de contributions de la paroi arrière, et la PCI a tendance à supprimer les échos géométriques. Nous pouvons voir très clairement la pointe de l'encoche, ce qui permet une détection et un dimensionnement parfaits.
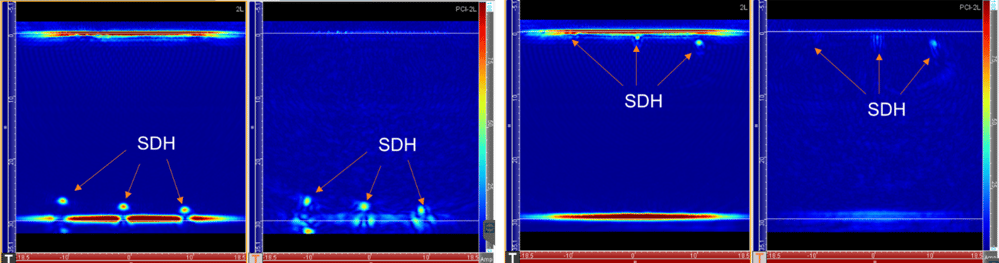
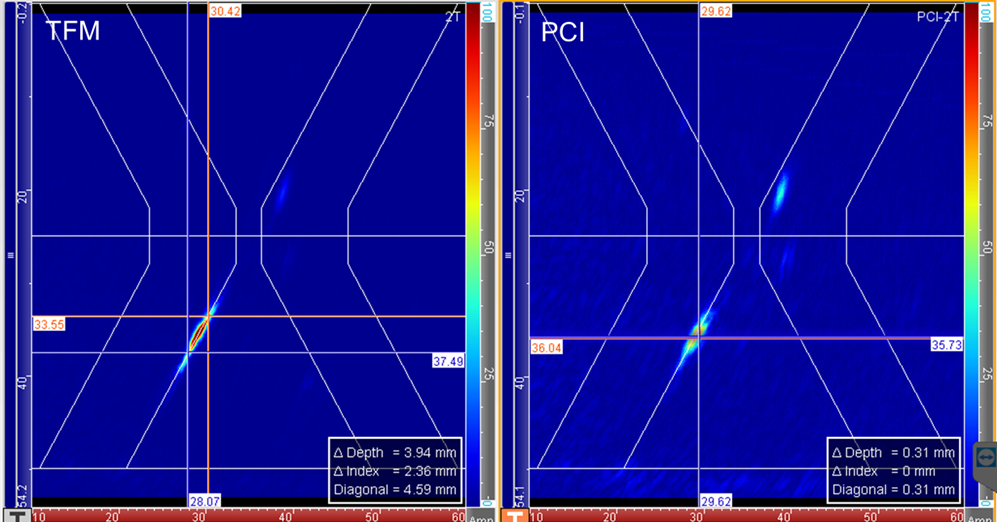
PCI est très efficace pour détecter les défauts proches de la paroi arrière. Nous pouvons voir dans la figure suivante à gauche trois SDH proches de la paroi arrière pour TFM et PCI. PCI les détecte tout en supprimant la paroi arrière, ce qui permettrait une détection beaucoup plus proche de celle-ci. Il n'est pas nécessairement meilleur que TFM en ce qui concerne les défauts proches de la surface frontale malgré l'élimination de l'écho de la surface frontale. Si l'on regarde l'image de droite, on peut distinguer deux des SDH dans l'image TFM, l'autre se trouvant dans la zone morte. Pour le PCI, nous voyons le SDH le plus profond et distinguons celui du milieu. Cela est dû au fait qu'un grand nombre de paires émetteur-récepteur éloignées du défaut ne contribuent pas en phase.
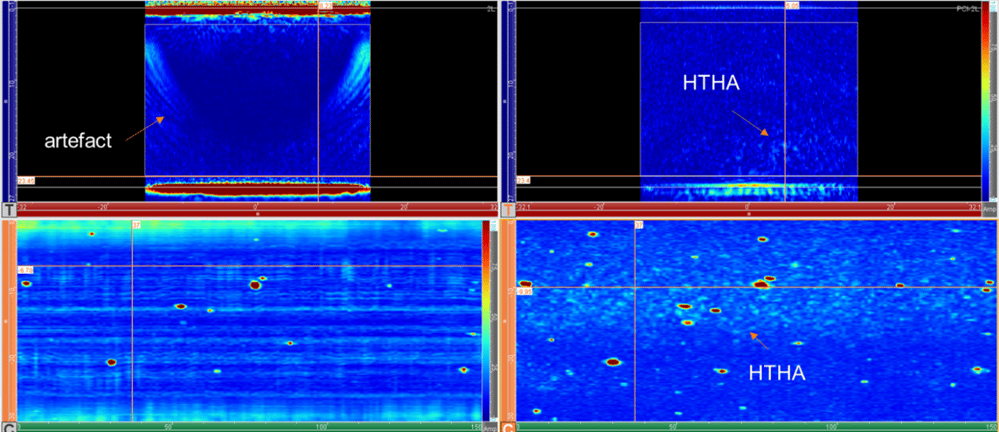
L'inspection des attaques à l'hydrogène à haute température (HTHA) est une application parfaite de l'ICP. Les dommages causés par l'attaque à l'hydrogène à haute température présentent généralement de petites fissures qui envoient de l'énergie dans toutes les directions. Eddyfi Technologies a mis au point une sonde de 10 MHz à 64 éléments qui se concentre le long du plan passif pour améliorer la sensibilité, car les fissures sont petites dans les deux directions. L'échantillon que nous avons examiné présente des microfissures allant de quelques microns à moins de 100 microns. L'image suivante montre le TFM avec son C-scan à gauche et le PCI à droite. L'image TFM présente les mêmes artefacts que ceux que nous avons vus précédemment, empêchant la détection des microfissures les plus minuscules. L'image PCI supprime les artefacts et montre de minuscules réponses le long de la paroi arrière correspondant aux dommages causés par la HTHA. En regardant le scan C, nous pouvons clairement voir le nuage de HTHA, qui n'est pas visible sur l'image TFM.
FMC
PWI
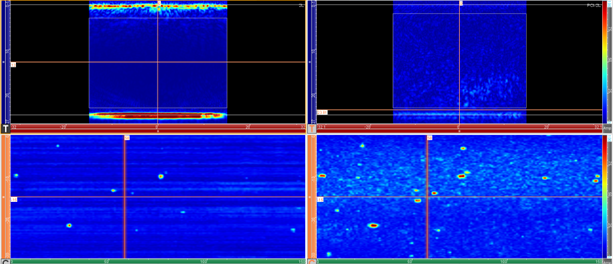
L'un des inconvénients de la PCI est la nécessité d'utiliser un FMC complet pour obtenir un bon RSB. Cela a généralement un impact sur la productivité. Nous avons mis en œuvre l'imagerie par ondes planes (PWI) dans le passé pour améliorer la vitesse de balayage des inspections TFM. Nous avons appliqué la PWI combinée à la PCI en utilisant 16 angles allant de -20 à 20° sur la même maquette HTHA, et nous avons obtenu les mêmes résultats bien que nous ayons utilisé quatre fois moins de sources. En théorie, notre niveau de bruit aurait dû pratiquement doubler. Ce qui se passe ici, c'est que certains des balayages A de la FMC n'avaient pas assez d'énergie, car les défauts sont vraiment minuscules, et leur RSB était nul. Il n'est pas possible d'extraire une phase lorsqu'il n'y a pas de signal. Le PWI a permis d'envoyer plus d'énergie dans la pièce et d'obtenir suffisamment d'énergie pour extraire une phase en compensant l'augmentation du bruit due au fait que nous n'avons utilisé que 16 sources. Cela permet d'augmenter la vitesse de balayage d'un facteur proche de quatre.
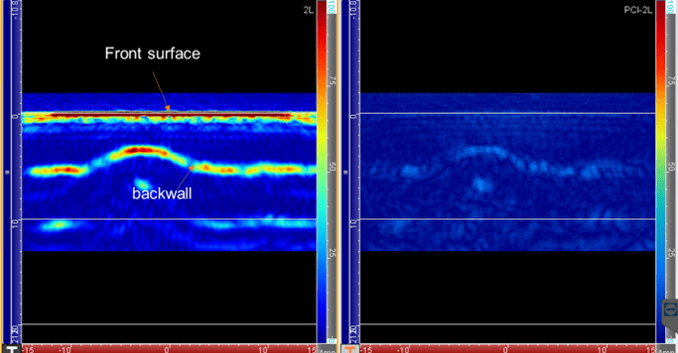
Nous avons également étudié la cartographie de la corrosion et l'inspection des matériaux composites, deux opérations habituellement réalisées avec une inspection à incidence normale. Nous les comparons à la TFM en utilisant la même sonde que celle décrite précédemment. Pour la corrosion, TFM montre l'écho de la surface avant et la paroi arrière, ce qui permet de mesurer l'épaisseur restante de la paroi. Comme le PCI supprime les échos de la surface avant et de la paroi arrière et n'a pas une bonne détectabilité près de la surface avant, ce n'est pas la meilleure technique pour la cartographie de la corrosion. La PCI permet de distinguer légèrement la paroi arrière, mais elle montre surtout les zones où il y a des changements de pente sous forme d'échos de diffraction. La surface avant disparaît complètement.
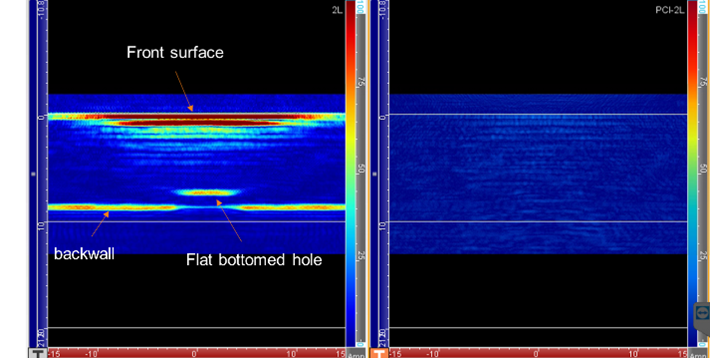
Il en va de même pour l'inspection des matériaux composites, pour laquelle les échos de la surface frontale et de la paroi arrière disparaissent complètement, de même que le trou à fond plat (Flat-Bottomed Hole - FBH). Lors de l'inspection de matériaux composites, il est difficile pour les ultrasons de se propager à un angle car les plis dirigent l'énergie soit perpendiculairement, soit le long des plis. Pour le PCI, ce sont surtout les trajectoires symétriques qui contribuent, c'est-à-dire celles qui ont le plus d'angle. Cela explique pourquoi la paroi arrière et le FBH ont complètement disparu.
Résultats obtenus pour les inspections de poutres angulaires
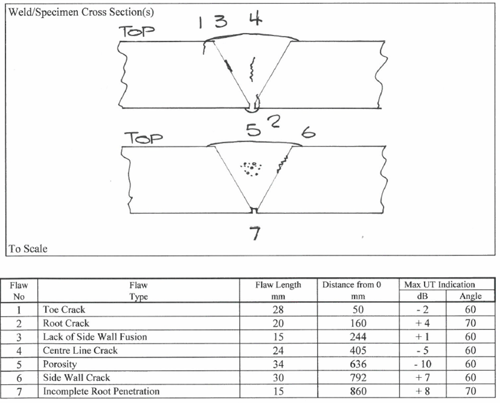
Nous avons étudié l'application de l'ICP à l'inspection des soudures. Nous avons inspecté un tuyau en acier au carbone contenant sept défauts. Le scanner UT manuel basé sur une solution est dans sa configuration d'inspection des soudures. Nous avons utilisé deux sondes 64L5-G3 avec un coin SW55.
Nous avons effectué plusieurs inspections dans une configuration multigroupe en comparant TFM à PCI en utilisant un FMC complet, un FMC clairsemé et un PWI.
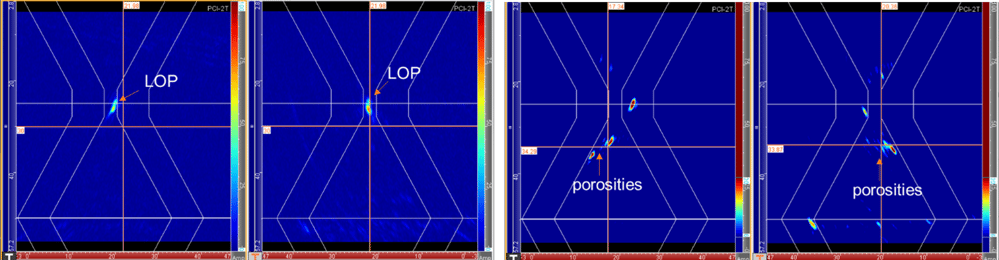
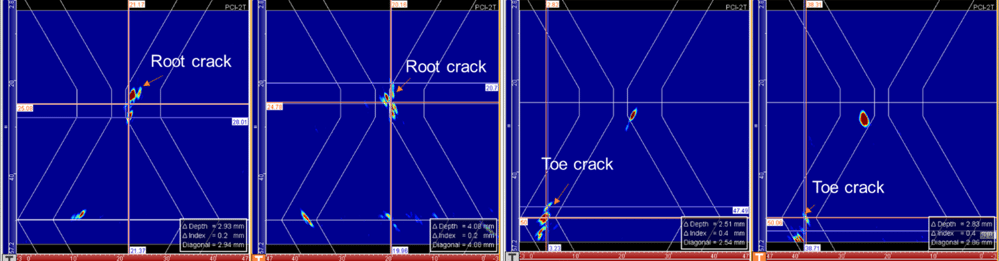
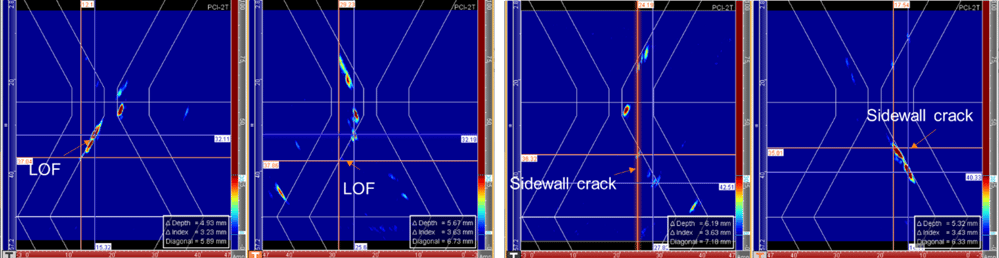
Dans les figures suivantes, nous montrons les différents défauts obtenus avec PCI de chaque côté de la sonde, sans TFM ici, pour tous les défauts. La plage dynamique est ajustée entre 6%, qui est la valeur théorique du bruit lors de l'utilisation d'une FMC complète, et 30% pour augmenter la visualisation des valeurs PCI les plus faibles.
Les défauts volumétriques tels que les porosités sont facilement détectés avec un RSB de 19 dB. Les fissures de pied et de pied sont détectées des deux côtés et conduisent à la diffraction de la pointe pour la caractérisation. Certaines divergences apparaissent en termes de dimensionnement lorsque l'on compare les deux côtés. Cela pourrait être dû à un rebond sur la racine de la soudure. De la même manière, nous pouvons constater que l'absence de fusion et la fissure de la paroi latérale entraînent des échos de diffraction de pointe des deux côtés. Le dimensionnement montre à nouveau des divergences lorsque l'on regarde des deux côtés. Cela suggère que l'inspection des deux côtés est obligatoire pour effectuer un dimensionnement précis.
Lors de l'inspection PCI avec plusieurs groupes et un FMC complet, la principale difficulté est la vitesse de balayage. Nous avons évalué la possibilité d'utiliser le PWI avec le PCI pour l'inspection de cette soudure en utilisant seulement huit angles, ce qui permet d'améliorer la vitesse de balayage par un facteur de huit.
La figure suivante montre le LOF obtenu avec un FMC complet (à gauche) et un PWI (à droite). Le SNR passe de 22 dB pour le FMC à 12 dB avec le PWI. Bien que cela soit encore suffisant pour détecter les échos de diffraction de la pointe et effectuer le dimensionnement dans ce cas, ce n'est pas toujours le cas. Il appartient aux opérateurs d'évaluer le nombre d'angles nécessaires pour obtenir un RSB suffisant sur un bloc d'étalonnage contenant des défauts artificiels.
%20and%20PWI%20(right).png?width=999&height=259&name=LOF%20obtained%20with%20a%20full%20FMC%20(left)%20and%20PWI%20(right).png)
Avertissement
Nous avons examiné un autre échantillon contenant un LOF et effectué une inspection à l'aide de TFM et de PCI. L'image TFM montre une réflexion spéculaire, et le dimensionnement est possible avec une chute de décibels. On s'attendrait à ce que l'image PCI montre deux diffractions de pointe, mais elle ne montre qu'un seul écho. Comme il s'agit d'une technique d'imagerie non basée sur l'amplitude, il n'est pas possible d'utiliser une baisse de décibels et de dimensionner le défaut. Cet effet peut se produire si le LOF est relativement lisse et que la sonde est positionnée de telle sorte que l'angle frappant le biseau perpendiculairement (par exemple, 60° ici) frappe le défaut au milieu. Pour cette position, le LOF se comporte comme des échos géométriques avec des trajectoires symétriques contribuant au milieu du défaut.
L'autre anomalie observée est la différence de dimensionnement lorsqu'elle est effectuée sur la première et la deuxième jambe. Par exemple, dans l'image suivante, nous dimensionnons un LOF en utilisant les échos de diffraction de pointe sur la première (droite) et la deuxième (gauche) jambe en positionnant des curseurs le long de la diffraction de pointe. Nous mesurons une hauteur de défaut de 5 et 3,9 millimètres (0,197 et 0,154 pouces), respectivement. La différence pourrait être due à une paroi arrière qui n'est pas parfaitement parallèle à la surface avant, à des effets de faisceau UT, etc. Des recherches plus approfondies sont nécessaires pour déterminer l'origine de cet écart.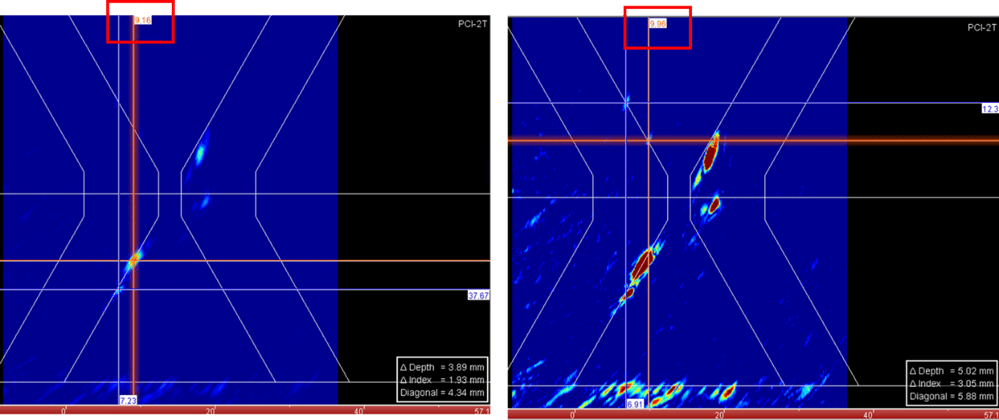
Avantages et inconvénients de l'imagerie par cohérence de phase
Avantages de la technique :
-
L'ICP est une technique complémentaire qui offre de meilleures capacités de dimensionnement pour l'absence de fusion et les fissures le long de la face de fusion, car les échos de diffraction de la pointe sont mieux résolus.
-
L'imagerie par cohérence de phase permet de mieux visualiser les porosités sans avoir à augmenter le gain.
-
L'ICP est moins sensible à l'orientation le long du plan passif.
-
Comme l'imagerie par cohérence de phase supprime les artefacts provenant des géométries, elle est meilleure pour la détection des petits défauts proches de la paroi arrière lors de l'inspection L0, telle que l'HTHA.
-
En tant que méthode de dimensionnement, l'ICP ne nécessite pas d'étalonnage car elle est basée sur la mesure de la diffraction de la pointe.
Inconvénients
-
Comme le rapport signal/bruit dépend du nombre de paires émetteur/récepteur, il est recommandé d'utiliser un FMC complet, ce qui entraîne une baisse de la vitesse de balayage, en particulier lors de l'inspection des deux côtés de la soudure. Le PWI peut être utilisé, mais le nombre d'angles doit être ajusté pour obtenir un rapport signal/bruit satisfaisant.
-
Il est possible que certains défauts lisses, tels que le LOF, n'affichent pas de diffraction de pointe, ce qui rend le dimensionnement impossible dans ces cas.
-
Comme il supprime les échos géométriques, le PCI n'est pas adapté à la cartographie de la corrosion ni à l'inspection des matériaux composites.
-
Les défauts proches de la surface frontale ne sont pas très bien détectés.
Eddyfi Technologies proposera la technique PCI pour les instruments portables à réseau phasé Mantis™ et Cypher®. Il sera possible d'utiliser des configurations multigroupes pour effectuer simultanément la TFM et la PCI et de les combiner avec la PWI pour des acquisitions plus rapides. Les utilisateurs pourront ainsi s'attaquer à toutes sortes d'applications et évaluer la technologie pour leurs propres applications.
Pour en savoir plus sur l'instrument PAUT portable le plus avancé, cliquez ici.
Saviez-vous que nous proposons des cours sur nos solutions avancées d'inspection PAUT et TFM ? Jetez un coup d'œil à la Académie Eddyfi pour rester au delà des courants ! Et pour avoir accès à des prix instantanés, visitez le eStore d'Eddyfi ou contactez nos experts dès aujourd'hui.
Références :
-
Camacho, M. Parrilla, C. Fritsch, "Phase Coherence Imaging", IEEE Trans. Ultrason. Ferroelectr. Freq. Control, 56, 5, pp. 958-974, 2009
-
Camacho, D. Atehortua, JF Cruza, J. Brizuela, K. Ealo, "Ultrasonic crack evaluation by phase coherence processing and TFM and its application to online monitoring in fatigue tests", NDT & E International, Volume 93, Pages 164-174, 2018
-
Lesage, M. Marvasti et O. Farla, "Phase coherence total focusing method for enhancement of small omni-directional scatterers and suppression of geometric reflectors : Application to near-surface crack sizing and detection of high temperature hydrogen attack", NDT & E International, Volume 123, 2021.
-
Dupont-Marillia, J ; W. Krynicki, P. Belanger, "Early detection of high temperature hydrogen attack using the ultrasonic full matrix capture and advanced post-processing methods", NDT&E International 130 (2022)