La tecnología de ultrasonidos phased array codificados (PAUT) puede ser una alternativa fiable y eficaz a la radiografía para el examen de soldaduras de tubos de caldera. Sin embargo, al intentar realizar inspecciones en el estrecho entorno del interior de una caldera surgen varios problemas. El principal problema de los tubos de caldera es la escasa distancia entre ellos. La otra complejidad es el pequeño espesor de pared de los tubos, combinado con una variedad de diámetros, y la presencia de los tapones de soldadura. Para hacer frente a los retos mencionados, una solución completa de inspección por ultrasonidos phased array requiere tanto sondas y cuñas PAUT de bajo perfil como un escáner de bajo perfil.
Consulte el folleto de soluciones de aplicaciones aquí.
Equipo de inspección de tubos de caldera
Escáner END
El escáner adecuado puede adaptarse a distintos diámetros de tubo que van de 0,5 a 4 pulgadas NPS (21,4 a 114,3 milímetros de diámetro exterior). En consecuencia, las inspecciones manuales pueden realizarse con mayor precisión y reproducibilidad, mejorando la probabilidad de detección (POD). El escáner permite realizar inspecciones a una o dos caras en función del acceso a la soldadura (codo, etc.).
 Figura 1: Consu espacio libre de 11 mm y su movimiento circunferencial codificado, el escáner de bajo perfil permite inspeccionar de forma rápida y eficaz soldaduras a tope de tuberías de pequeño diámetro.
Figura 1: Consu espacio libre de 11 mm y su movimiento circunferencial codificado, el escáner de bajo perfil permite inspeccionar de forma rápida y eficaz soldaduras a tope de tuberías de pequeño diámetro.
Palpadores phased array
Para sacar el máximo partido del escáner de bajo perfil, Eddyfi Technologies ofrece un conjunto de sondas y cuñas específicas para cada aplicación. Con frecuencias que van de 5 a 10 MHz y opciones de 16 ó 32 elementos, las sondas lineales extrafinas A15 permiten la máxima capacidad de detección. Los arrays están curvados para optimizar el enfoque en tubos delgados, y las cuñas están diseñadas para reducir la distancia al centro de la soldadura, lo que permite una mejor cobertura del volumen de examen. Las cuñas deben adaptarse a la curvatura de la superficie de exploración y cumplir las normas correspondientes (ISO 17640, por ejemplo).
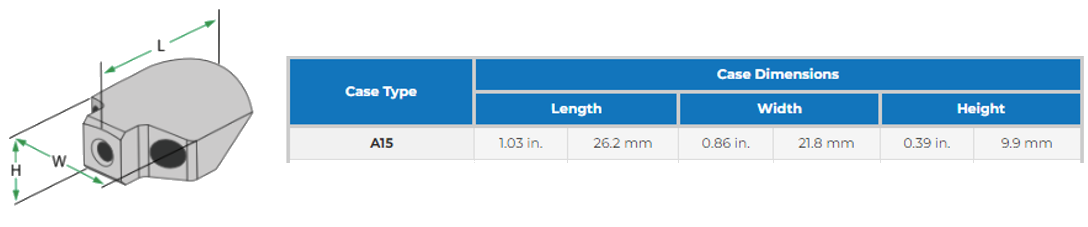 Figura 2: Dimensiones de la carcasa de las sondas PAUT de perfil bajo.
Figura 2: Dimensiones de la carcasa de las sondas PAUT de perfil bajo.
Otra técnica utilizada para la inspección de tubos de caldera es la difracción del tiempo de vuelo (TOFD). En la TOFD, se colocan un par de sondas ultrasónicas en lados opuestos de la soldadura, una de las cuales actúa como transmisor y la otra como receptor. Cuando hay una discontinuidad, como una grieta, se produce una difracción de la onda acústica ultrasónica desde los extremos superior e inferior de la grieta. Utilizando el tiempo de vuelo medido del impulso, la profundidad de las puntas de la grieta puede calcularse automáticamente mediante la aplicación de trigonometría. Cuando se trata de la inspección de tubos de calderas, se aplica la misma restricción a las sondas TOFD, por lo que es necesario utilizar sondas TOFD de bajo perfil. Las sondas LIMBOTOFD son sondas TOFD de perfil bajo con una holgura de 10 mm que facilitan el acceso entre los intersticios de los tubos. Las sondas LIMBOTOFD utilizan elementos activos de 3 mm a 10 y 15 MHz, lo que proporciona una cobertura completa de las soldaduras típicas que se encuentran en los tubos de las calderas. Las sondas LIMBOTOFD tienen una cuña integrada que proporciona un acoplamiento perfecto, adecuado para varios diámetros de tubo estándar, y son compatibles con el escáner de bajo perfil descrito anteriormente.
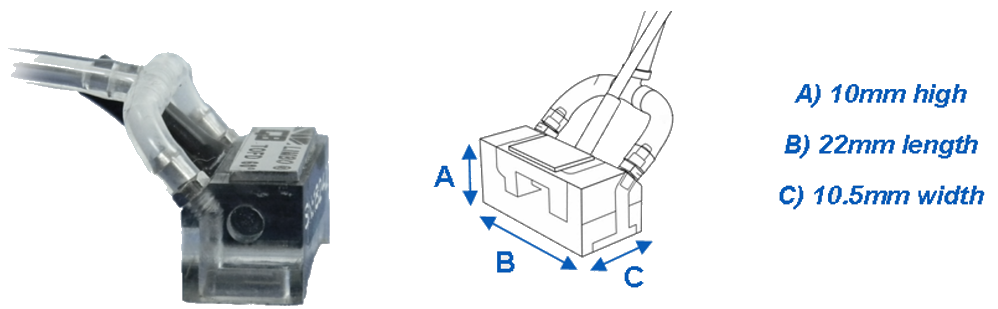
Figura 3: Dimensiones de las sondas LIMBOTOFD PAUT.
Sistemas UT Phased Array
Cuando se trata de la inspección de tubos de calderas y de paredes delgadas en general, se puede seguir la norma ISO 20601, que especifica la aplicación de la tecnología phased array a piezas de acero con espesores comprendidos entre 3,2 y 8 milímetros. Como en muchas soldaduras, el volumen de ensayo debe incluir la soldadura y la zona afectada por el calor. Al realizar un escaneo lineal, es decir, un escaneo sectorial para una posición de índice fija, debe llevarse a cabo una inspección a dos caras. Si la evaluación de las discontinuidades se basa únicamente en la amplitud, la desviación de la dirección del haz con respecto a la normal al bisel de la soldadura no deberá superar los 6°.
.jpg?width=500&height=375&name=Boiler%20Tube%20inspection%20%C2%A9M2M%20China%20(1).jpg)
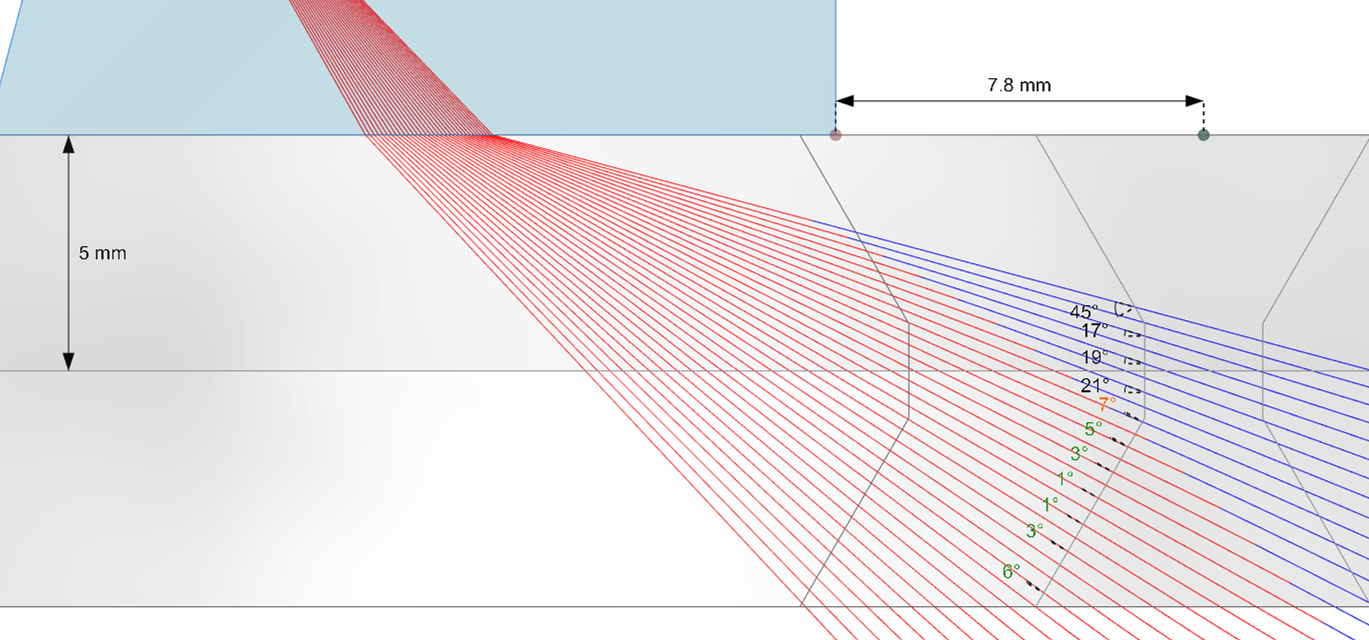
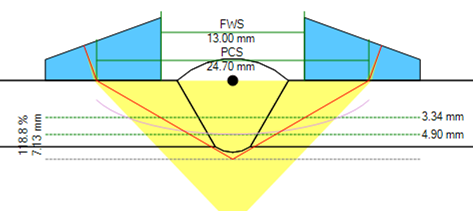
Para la exploración codificada, es esencial y obligatorio disponer de un plan de exploración. Por lo tanto, es importante utilizar un software que ofrezca la posibilidad de visualizar la cobertura de la inspección, pero también los ángulos con respecto al bisel de la soldadura. El software integrado ofrece esta capacidad a bordo del instrumento. Las siguientes imágenes muestran el plan de exploración diseñado para inspeccionar un tubo de caldera de 5 mm utilizando una sonda PAUT de perfil bajo 5L16-A15-8X10-2,5-IPEX. La sonda está ajustada a un desplazamiento de índice de 7,8 mm para maximizar la ortogonalidad de los haces con el bisel de la segunda pata. Los ángulos indicados en verde muestran los haces que están dentro de los 6° de ortogonalidad; esto permite a los operarios encontrar rápidamente la posición correcta de la sonda a lo largo del eje índice. Este plan de exploración también proporciona información de campo cercano (rayos en rojo), lo que permite a los inspectores centrar la energía a lo largo del plano activo para detectar indicaciones más pequeñas y ver si técnicas como el método de enfoque total (TFM) o la imagen de coherencia de fase (PCI) podrían utilizarse con la configuración actual.
También es necesario un plan de exploración cuando se trabaja con sondas LIMODOTOFD para garantizar una cobertura completa de la soldadura y de la zona afectada por el calor.
Eddyfi Technologies ofrece varios instrumentos PAUT compatibles con la inspección de tubos de caldera. Mientras que Cypher® ofrece la mayor cantidad de capacidades, Mantis™ es la solución más económica que ofrece capacidades multigrupo para la inspección PAUT de doble cara y TOFD.
Descubra fácilmente el instrumento PAUT portátil más avanzado aquí.
Resultados de la inspección de tubos de caldera
PAUT y TOFD detecta todos los tipos de defectos de soldadura, pero es más adecuado para defectos planares:
- falta de fusión de la raíz
- falta de penetración de la raíz
- grieta en la punta de la soldadura
- grieta en la raíz de la soldadura
RT es más adecuado para los tipos de defectos volumétricos
- porosidad
- inclusión
Las siguientes imágenes muestran comparaciones entre datos de ensayos ultrasónicos phased array y radiográficos.
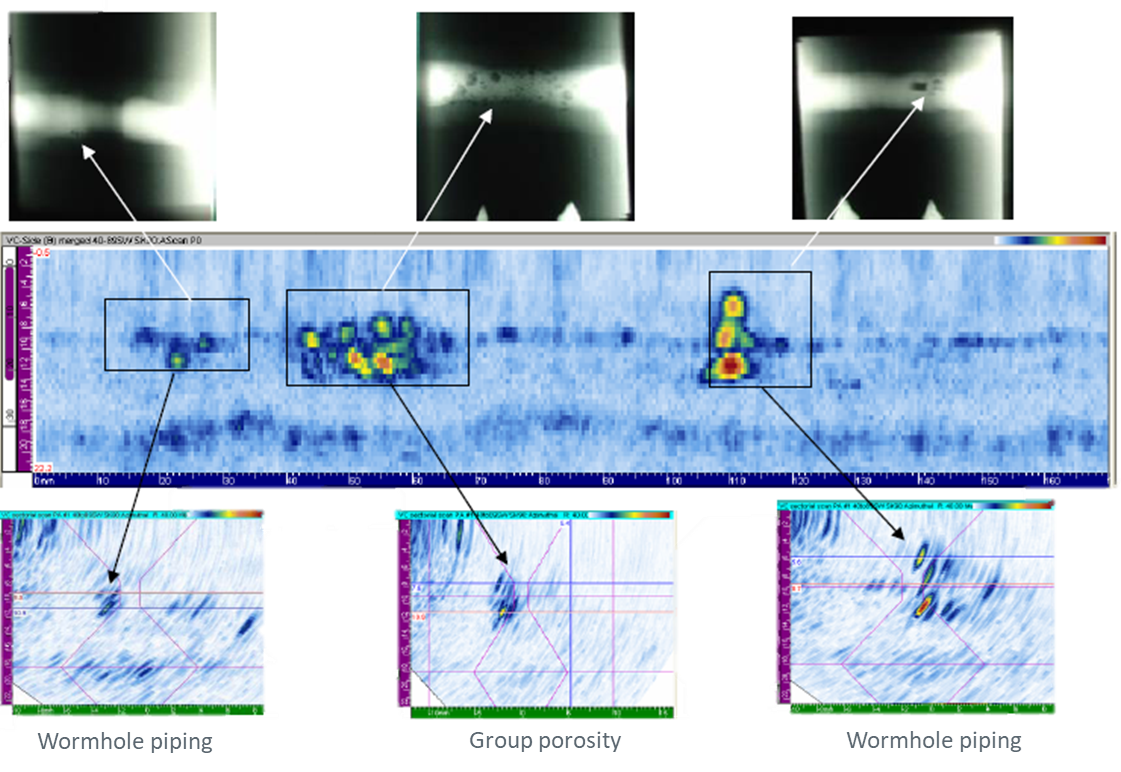
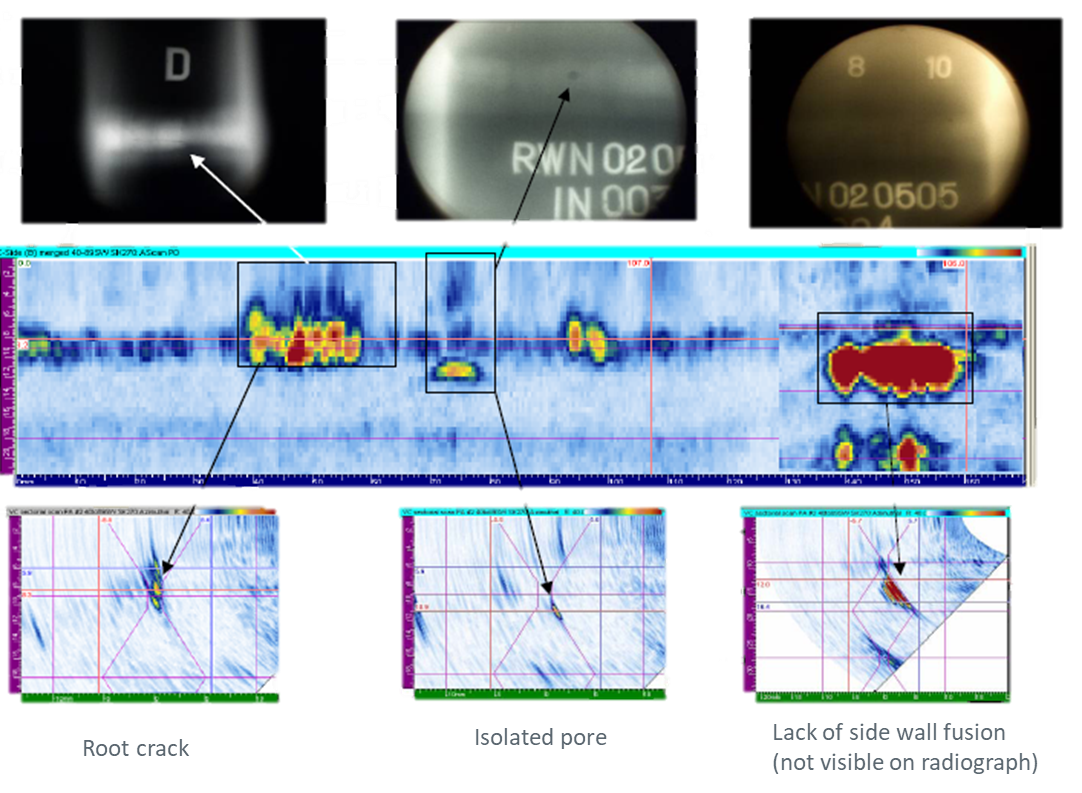
Cortesía de RWE Power Intl. Ltd.
La inspección de tubos de caldera, cuando se realiza a doble cara, ofrece el uso de la herramienta de análisis asistido. Esta función aumenta la productividad del análisis al detectar, filtrar y clasificar automáticamente las indicaciones en función de las normas antes de que el operario las acepte. La función está disponible para soldaduras a tope, biseles en V y en X, así como para inspecciones realizadas a ambos lados de la soldadura. Eche un vistazo a esta pausa con Eddyfi Technologies para obtener más información.
Los requisitos de calidad de las uniones soldadas están relacionados principalmente con el material, el proceso de soldadura y las condiciones de servicio. Estos requisitos determinan los niveles de ensayo, normalmente descritos en la norma ISO 13588. Para evaluar las indicaciones, se utilizan mediciones de longitud y altura o longitud y amplitud. El módulo de análisis asistido se basa en estas últimas. Los operadores deciden los niveles de registro y evaluación, y los tubos de caldera suelen seguir la norma ISO 20601 para la ganancia corregida en el tiempo (TCG) realizada en perforaciones laterales.
A continuación, el análisis asistido intenta clasificar las indicaciones en categorías predefinidas o tipos de defectos (según se definen en la norma ISO 6520) en función de su reflectividad y posición en la soldadura. Si tiene éxito, el algoritmo rellena automáticamente la tabla de indicaciones con la clasificación correspondiente. Si el algoritmo no puede clasificar una indicación, avisa al operario de que puede tratarse de un defecto potencial. En última instancia, el operario conserva la responsabilidad de modificar, completar, aceptar o rechazar los resultados. Para simplificar este proceso, se ha mejorado el flujo de trabajo de análisis de los criterios de aceptación para facilitar su uso.
El siguiente vídeo muestra la herramienta aplicada al análisis de una inspección PAUT de tubos de caldera.
Conclusión
En conclusión, la tecnología de ultrasonidos phased array ofrece una detección eficaz de todos los tipos de defectos y permite determinar el tamaño de las paredes. A diferencia de los ensayos radiográficos, las inspecciones por ultrasonidos phased array no interrumpen otras actividades. Con la solución de Eddyfi Technologies, las soldaduras de tubos de caldera pueden inspeccionarse desde dos lados en menos de 1 minuto, adaptándose a diámetros de tubo de 0,5 a 4 pulgadas NPS. El software integrado garantiza un flujo de trabajo de inspección eficaz, desde la configuración hasta el análisis y la generación de informes. Visite la eStore de Eddyfi para todas sus necesidades de ultrasonidos phased array y póngase en contacto con nosotros para obtener más información sobre nuestras soluciones avanzadas de ensayos no destructivos, que ofrecen resultados de datos repetibles, procesables, significativos y preventivos que van más allá de los estándares actuales.